金云松 刘晓亮 刘红波 陈功 陈锋
玉环市交通运输局中交二公局 第二工程有限公司中建钢构江苏有限公司
摘 要: 随着时代发展,桥梁工程越来越多参与到城市景观工程中去,钢结构桥梁因其优异的可塑性更是受到景观桥梁的青睐。玉环市漩门湾大桥及接线工程主塔为“月环形”结构,本文着重介绍异形钢塔身加工、焊接控制技术。
关键词: 玉环市漩门湾大桥及接线工程;“月环形”主塔;加工、焊接技术;
1 工程概况
1.1 主要材料
(1)钢材
钢塔主体结构采用Q420q D钢,塔内人行楼梯预焊件采用Q235C钢。
(2)焊接材料
焊接材料采用与母材相匹配的焊丝、焊剂和手工焊条,且应符合相应的国标要求。
(3)剪力钉
剪力钉采用圆柱头焊钉,其材料为ML15,规格为公称直径d=22mm,剪力钉的供货长度为公称长度再加上熔化长度6mm。
1.2 一般构造
桥塔顺桥向为“月环”形,横桥向为H形,塔高63.111m。单侧塔柱设计分为18个块段,分别为:A段(塔顶段)、B段(桥塔锚固区)、C段(主塔塔根区)、D段(钢混组合段)、E段(次塔段),A段分为A1~A2节段,单箱单室;B段分为B1~B8节段,单箱三室;C段分为C1~C3节段,单箱三室;E段分为E1~E4节段,单箱三室。从下到上,主塔壁板厚度分为三种规格:A段壁板厚度为30mm,B段、E段及C段中的C1/C2节段壁板厚为45mm,C3节段、D段壁板及腹板壁厚为60mm,各节段腹板壁厚均为45mm。B段每个分节段有1对斜拉索锚箱,单侧塔塔柱内总共7对锚箱。
桥塔在主梁下部设置一道横梁,宽4m,高3m,采用箱形截面,壁厚40mm;桥塔大塔柱顶部设置上横梁,宽3m,高3m,采用箱形截面,壁厚40mm。
2 塔身制作重、难点分析及措施
2.1 厚板校正、切割、焊接质量的控制
(1)厚板切割前,先进行切割工艺试验,检测切割精度、切割质量、切割零件的硬度等;选择合理的切嘴型号,保证稳定的切割气压及均匀的机器行走速度;采用乙炔气体以保证有足够的预热温度。
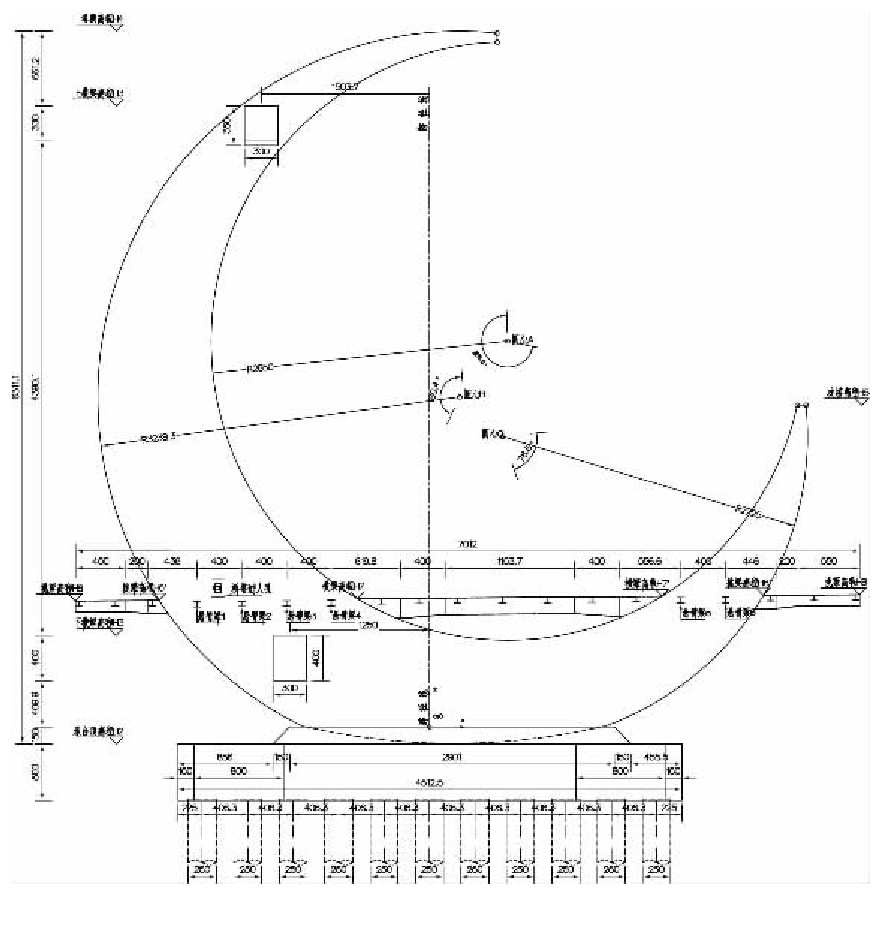
图1 桥塔一般构造图 *载下**原图
(2)切割前先模拟切割,并用石笔跟踪把模拟线描出来,校验其尺寸是否符合要求,然后再进行真正切割;切割后,对每条切割端面进行打磨,再经钢板矫平机的滚压,从而消减切割对钢板的金相组织的影响。
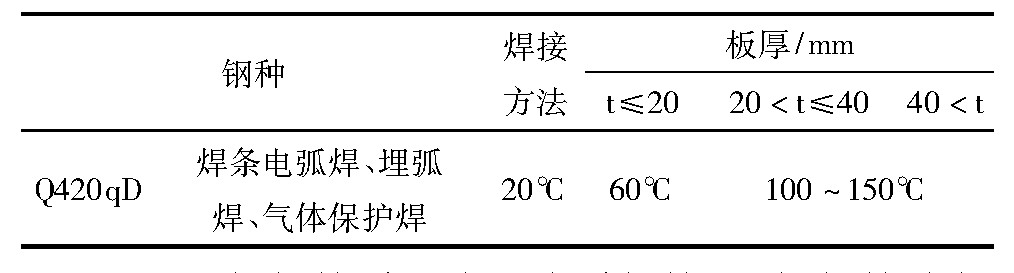
(3)厚板焊接前应进行预热,焊后应进行保温;预热温度拟按下表执行,实际预热温度应通过焊评试验确定。
表1 预热温度 *载下**原图
(4)厚板焊接采用多层多道焊接,选择焊接线能量小的焊接方法;分步组装、分步焊接,预制反变形,控制焊接顺序。
(5)针对本项目特点,进行厚板及不同材质间钢板焊接工艺评定。
2.2 主塔钢锚箱安装精度控制
(1)前期技术准备时利用计算机对主塔整体进行放样,并与设计单位、监控单位提供的坐标和角度进行核对,发现问题及时与设计单位和监控单位沟通。
(2)在工厂加工制造时,编制详细的预拼装工艺及测量控制方案,具体到每个锚箱控制点坐标。
2.3 钢塔节段的组装几何尺寸以及形位公差控制
钢塔零部件几何尺寸、钢塔节段的组装几何尺寸以及形位公差直接影响工厂加工精度,是工厂制作的重点和难点,控制措施如下:
(1)结构三维放样。根据钢塔线形采用AUTO-CAD进行三维结构放样,确定结构空间形状及定位关系。结构零、部件的形状位置尺寸、曲面展开、测控点坐标都必须依据三维放样图确定。
(2)曲面压型加工和样板检验。三维图可准确的表达钢塔的外形,空间曲面通过CAD加载程序展开成平面下料的图形,板材的弯曲部位、曲率半径、弧长等尺寸参数,都可在CAD图中表达出来,再通过计算机编程,将此信息输入数控切割机,先喷出定位喷粉线,再切割板材。曲面采用机械压型加工,样板检验。
(3)钢塔节段采用卧式组装、预拼装技术。
2.4 钢塔锚箱制作加工精度
主塔钢锚箱作为重要受力构件,组装顺序、焊接变形、机加工工艺对加工精度有直接影响,控制措施如下:
主塔钢锚箱应从板件加工、组装及焊接等三方面对其制作精度进行控制:
(1)对承力板进行坡口铣边,保证接触面的平面度。
(2)在保证焊接质量的前提下,尽量采用焊接变形小焊缝收缩小的焊接工艺。钢锚箱焊接应采用对称焊接,以防止扭转变形,并对箱体进行翻转,使所有焊缝处于俯位置施焊,以保证焊接质量。
(3)对锚垫板进行双面机加工镗孔,严格控制板厚平面度,索孔的大小及垂直度。
3 塔身加工制作工艺
3.1 零件下料
(1)钢材矫正及预处理
钢板在下料前,采用九辊平机进行校平保证钢板平面度,消除钢板轧制内应力。钢板在钢材预处理流水线上完成抛丸处理将表面油污、氧化皮和铁锈以及灰尘等杂物清除干净并喷涂车间底漆。
(2)零件放样及下料
采用CAD电脑软件对钢塔各构件进行精确放样,部分结构复杂部位结合立体图进行立体放样,绘制各构件零件详图,作为绘制下料套料图及数控编程的依据。放样时按工艺要求预留制作和安装焊接收缩补偿量、加工余量及线形调整量。
(3)零件加工
(1)横隔板人孔及管线孔加劲圈用三芯辊或油压机加工成型;冷弯曲加工作业均在车间内进行,环境温度不低于-5℃;内侧弯曲半径不小于板厚的15倍,否则采用热煨工艺,热煨温度控制在900℃~1000℃之间。
(2)过渡坡口和板边加工采用刨边机加工。
3.2 钢塔单元件加工工艺
3.2.1 板式加劲板单元
板式加劲板单元加工工艺流程如下:
步骤一:零件切割;步骤二:组焊板肋;步骤三:焊接加劲肋。
3.2.2 隔板单元
隔壁单元加工流程如下:
步骤一:下料并加工人孔圈;步骤二:先组焊人孔上半部分加劲圈和一半电缆孔加劲圈,再组焊人孔下半部加劲圈,最后完成人孔加劲圈的对接焊缝。
3.2.3 锚箱单元
锚箱单元加工流程如下:
步骤一:设计图纸和工艺文件的要求下料,其中锚垫板下料完成后进行镗孔;步骤二:以锚箱端板圆孔圆心为基准,按图划线定位承力板、内隔板的位置,然后组装承力板、内隔板并焊接、检验、矫正;步骤三:以锚箱端板圆孔圆心为基准,定位组装加劲肋;步骤四:直接在端板上组装、焊接锚垫板。
注意:由于节段总拼时,两侧壁板是待全部锚箱安装后组装,为了保证壁板能够顺利装配,因此,此时锚块和锚管在单元制作时不组焊,待节段组装时放样组焊。
3.3 钢塔节段预拼装
钢塔节段经验收符合要求后,应在厂内进行钢塔试装(试拼装),试拼时各项精度要求指标包括垂直度、全长、轴线偏差、拼接错位、高强度螺栓孔的直径、铅直度等均需要满足相关要求。预拼装步骤如下:胎架布置,放地样→底板定位→中横隔板、内腹板定位组装→边横隔板、锚箱定位组装→顶板定位→外腹板定位→锚管定位→安装环口临时匹配件、临时支撑、吊耳→解体下胎、翻身焊接。
4 塔身焊接工艺
4.1 焊接工艺评定
焊接工艺评定是指在正式生产之前,根据有关标准和被焊部件技术条件要求的使用性能,拟定出焊接工艺方案,按照该方案,焊接试件、检验试件,测定焊接接头是否具有符合其要求的使用性能,最后形成工艺评定报告。通过焊接工艺评定,验证焊接工艺方案是否正确,焊接接头是否具有所要求的使用性能;为制定焊接作业指导书提供可靠的依据,确认编制焊接作业指导书的正确性和合理性。
根据设计图纸及相关规范要求,主塔焊缝按接头形式共分为:对接接头、T型熔透焊、T型部分熔透焊、角焊缝及其他焊缝。针对每种焊缝的焊接部位、焊接工位、焊接方法制定相关的焊接工艺评定清册,依据清册制定焊接工艺试件,并对试件的各项性能进行检测,检测项目如下表所示:
表2 *载下**原图

4.2 塔身现场焊接
4.2.1 焊接环境要求
(1)在工地放风速仪,定时测量及记录施工期间的风速;焊接作业区风速当手工电弧焊超过8m/s,气体保护焊超过2m/s时,设置防风棚。
(2)湿度过大(≥80%),不利于焊接时,宜对焊接位置附近进行除湿处理,可采用局部加热的方法,减小焊接区域的湿度。
(3)雨天焊接时,应采取措施避免雨水直接落在刚焊接的焊缝表面,避免雨水流到刚焊接的焊缝表面。
4.2.2 焊接顺序
(1)安装就位完成后,先焊接壁板,四边对称分三层焊接;
(2)焊接腹板焊缝;
(3)焊接加劲板、锚箱焊缝。
4.2.3 焊接前后检查
(1)焊接前:仔细核对破口尺寸是否合格,清除破口内的水、锈浊、油污及定位焊外的焊渣飞溅及污物。
(2)焊接后:认真除去焊道上的飞溅焊瘤咬边表面气孔未熔合裂纹等缺陷存在。
4.2.4 焊缝现场焊接
塔身现场焊接均采用二氧化碳气体保护焊,焊接前检查完成后,即按照焊接工艺评定方案分层填补焊缝。为减少雨天等外部环境对焊接的影响,塔身焊缝坡口尽量开到塔身内部,焊接人员均在塔身内施焊,不仅减少了外部环境对焊接的影响,同时提高了焊接过程中人员的安全性,也减少了焊接对外部环境的污染。
4.2.5 焊缝检测
钢构件焊接完毕,对所有焊缝进行外观检查,壁厚45mm以上对接熔透焊缝应在焊接48小时后进行无损检测,其它焊缝在焊接24小时后进行无损检测。壁板、腹板的纵、横向对接Ⅰ级焊缝采用超声波和射线法双重检测,其他Ⅰ级、Ⅱ级焊缝采用超声波法检测。
4.2.6 焊缝返修
焊缝外观检查超出允许偏差及无损检验发现存在超出允许范围的缺陷,必须进行磨修及返修。焊缝缺陷修补方法如下:
(1)焊波、余高超标、焊缝咬边≤1mm时,采用砂轮机修磨匀顺。
(2)焊脚尺寸不足、焊缝咬边>1mm时,可采用手工电弧焊或CO2气体保护焊进行补焊,然后用砂轮机修磨匀顺。
(3)焊缝内部缺陷的返修,先用碳弧气刨或砂轮机将缺陷清除干净后,再采用手工电弧焊或CO2气体保护焊进行焊接,焊条使用J507碱性焊条。焊前预热50~100℃。
(4)焊接裂纹清除时应沿裂纹两端各外延50mm,且应刨出不陡于1∶5的斜坡,焊接坡口要求光顺圆滑,打磨掉尖角缺口,焊前预热100~150℃,防止裂纹扩展。
(5)返修焊缝焊后均要求打磨光顺,其质量要求与原焊缝相同,返修焊缝的最小长度大于50mm。
(6)焊缝同一部位的返修次数不宜超过两次;超过两次以上的返修在查明原因后制定相应的返修工艺。
5 结语
玉环市漩门湾大桥及接线工程主塔为异形钢结构,通过分析塔身塔身加工制作、焊接施工时的重点及难点,制定了相关的加工、焊接控制技术措施,取得较好的成果,可以为类似工程提供借鉴及参考。
参考文献
[1] JTG/T F50-2011,公路桥涵施工技术规范.
[2] GB 50017-2017,钢结构设计标准.
[3] TGD64-2015,公路钢结构桥梁设计规范.

声明: 我们尊重原创,也注重分享。有部分内容来自互联网,版权归原作者所有,仅供学习参考之用,禁止用于商业用途,如无意中侵犯了哪个媒体、公司、企业或个人等的知识产权,请联系删除,另本头条号推送内容仅代表作者观点,与头条号运营方无关,内容真伪请读者自行鉴别,本头条号不承担任何责任。