在Mastercam编2D程序中,挖槽加工是用得最多的几种刀路之一,今天我们来分享它的应用场合,以及各参数设置讲解。
一、 2D挖槽加工
1、挖槽主要用来切削凹、沟槽形状、平面或切除封闭外形所包围的材料。
2、用来定义外形的串连可以是封闭串连也可以是不封闭串连。但每个串连必须为共面串连且平行于构图面。
3、在挖槽模组参数设置中加工通用参数与外形加工设置一致。
4、一般挖槽可以用来精修垂直的侧壁+底面
5、精推底面时,工件表面和加工深度设在同一位置,用平行铣削加工。
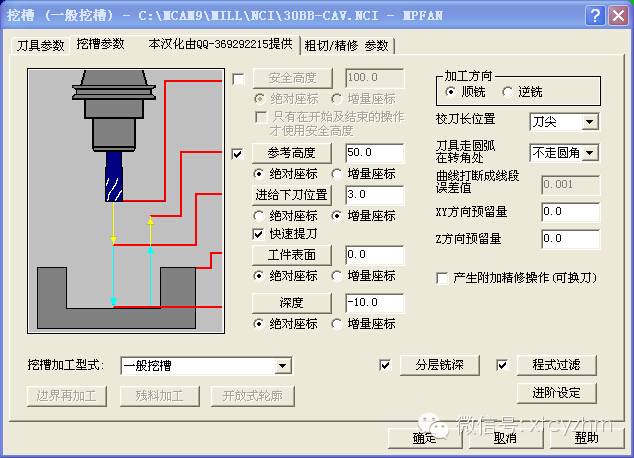
二、 挖槽参数
在主菜单中顺序选择刀具路径→ 挖槽选项,在绘图区选取串连后,选择“执行”选项。打开“挖槽”对话框,单击挖槽参数选项卡。
挖槽加工型式共有5种。前4种加工方式为封闭串连时加工方式;当在选取的串连中有未封闭的串连时,则仅能选择“开放式轮廓挖槽”加工方式。
五种挖槽加工型式介绍:
1、一般挖槽:为采用标准的挖槽方式,即仅铣削定义凹槽内的材料,而不会对边界外或岛屿进行铣削;
2、边界再加工:相当于面铣削的功能,在加工过程中只保证加工出选择的表面,而不考虑是否会对边界外或岛屿的材料进行铣削;该项专门用来在挖槽的基础上额外的增加部分刀路。如果用于挖槽会过切一个刀具半径。
3、使用岛屿深度挖槽:不会对边界外进行铣削,可以将岛屿铣削至设置的深度,适用于有多个不同深度的岛屿时使用,挖槽时会根据每个岛屿的深度来挖。
选择“使用岛屿深度挖槽”加工方式后单击“边界再加工”按钮,设置“岛屿上方预留量”。就是岛屿的最终加工深度,该值一般要高于凹槽的铣削深度。
在其深度分层铣削设置的对话框中增加了一个“使用岛屿深度”复选框。当选中该复选框时,当铣削的深度低于岛屿加工深度时,先将岛屿加工至其加工深度,再将凹槽加工至其最终加工深度;若未选中该复选框,则先进行凹槽的下一层加工,然后将岛屿加工至岛屿深度,最后将凹槽加工至其最终加工深度。
4、残料加工:进行残料挖槽加工,其设置方法与残料外形铣削加工中参数设置相同。选择残料加工后,切削方式默认为“平行环切”。
残料加工参数设置
1)刀具路径的超出量:10%-20%左右(量大会走空刀)
2)在粗铣路径上加进/退刀引线:使刀具路径延长一部分(可不选)
3)精修所有外形:开粗留余量时使用
4)显示素材:用不同颜色表达各加工步骤切削到的地方
5、开放式轮廓挖槽:当选取的串连中包含有未封闭串连时,只能用“开放式轮廓挖槽”加工方式。
打开 “开放式轮廓挖槽”对话框。该对话框用于设置封闭串连方式和加工时的走刀方式。
在采用“开放式轮廓挖槽”加工方式时,系统先将未封闭的串连进行封闭处理后,再对封闭后的区域进行挖槽加工。
“刀具重叠的百分比”和“重叠量”输入框中的数值是相关的。当其数值设置为0时,系统直接用直线连接未封闭串连的两个端点;当设置值大于0时,系统将未封闭串连的两个端点连线向外偏移设置的距离后形成封闭区域。
当不选“使用开放轮廓的切削方法”复选框时,可以选择“粗/精加工参数”选项卡中的走刀方式,否则采用“使用开放轮廓的切削方法”加工的走刀方式。
加工方向的选择:
1、粗加工--逆铣,精加工--顺铣。
2、逆铣加工时切削力将导螺杆的间隙缩小,从而减小振动 。
三、 2D挖槽“粗切/精修 参数”介绍
在挖槽加工中加工余量一般比较大,可通过设置“粗/精加工参数”来提高加工精度。
选中“粗切/精修 参数”选项卡中的粗切复选框,则在挖槽加工中,先进行粗切削。
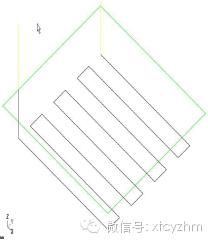
1、 Mastercam 9.1提供了8种粗切削的走刀方式:双向切削、等距环切、平行环切,平行环切清角、依外形环切,高速切削、单向切削、螺旋切削,这8种切削方式又可分为直线切削及螺旋切削两大类。
直线切削方式:包括双向切削和单向切削。双向切削产生一组有间隔的往复直线刀具路径来切削凹槽;单向切削所产生的刀具路径与双向切削类似,所不同的是单向切削刀具路径按同一个方向进行切削。
螺旋切削方式:是以挖槽中心或特定挖槽起点开始进刀并沿着刀具方向(Z轴)螺旋下刀削切。
选择合理的切削方式:
1、规则形状加工:选用双向,等距,环绕等加工方式。
2、轮廓角落要求质量高:选用平行环切清角。
3、多岛屿加工:选用依外形环切 。

(1)双向切削:
① 常用于精推面和侧壁时使用。
② 属于行切,刀具以往复双向直线进刀进行加工,刀路规则,加工速度快,刀具易磨损。
③ 需选精修,精修外边界可以不选,可以插入精修进给率(一般不用)。
④ 挖槽时勾选“只有在最后深度才执行一次精修”和“由最靠近的图素开始精修”
(2)等距环切:
① 最常用的切削方式,一般不选精修
② 产生一组以环切等距回圈的切削刀具路径,适用于加工规则的单型腔,加工后型腔的底部侧壁较好。
(3)平行环切:
① 以螺旋回圈单向进刀的方式产生刀具路径,由于刀具进刀方向一致使刀具切削稳定,但不能干净的清除工件余量 。
(4)平行环切清角:
① 同平行环切加工方法相同,但在其加工基础上加工每一个角落,同时产生回转清角的刀具路径,为保证工件角落余量的去除效果,避免角落余量大加工不完全时选用,但也不能保证能够将角落里的余量完全清除 。
(5)依外形环切:
① 根据加工轮廓的外形或以岛屿的轮廓外形产生环绕其形状的刀具路径,当型腔内部有单个或多个岛屿时选用。
(6)高速切削:
① 依据边界轮廓的外形产生刀具路径,可以清除转角或边界壁的余量,但加工时间相对较长 。
(7)单向切削:
① 刀具切削时只沿着同一个方向切削和退刀,适用于切削参数值较大时选用,但加工时间较长 。
(8)螺旋切削:
① 以螺旋回转的方式产生挖槽加工刀具路径,非规则型腔可选,加工时刀具以螺旋回转进给。
2、切削间距(直径%):
设置在X轴和Y轴粗加工之间的切削间距,以刀具直径的百分率计算。
不同类型刀具切削间距的设置:平刀(直径%):65%-75%;球刀(直径%):10%-20%;圆鼻刀(直径%):53%
3、切削间距(距离):
该选项是在X轴和Y轴计算的一个距离,等于切削间距百分率乘以刀具直径。圆鼻刀切削间距(距离)计算公式:(刀具直径-2*R角)*80%
4、粗切角度:
设置双向和单向粗加工刀具路径的起始方向。
5、刀具路径最佳化(避免插刀):
该命令仅为环绕切削内腔、岛屿提供优化刀具路径,避免损坏刀具。
6、由内而外环切:
用来设置螺旋进刀方式时的挖槽起点。
(1)当选中该复选框时,切削方法是以凹槽中心或指定挖槽起点开始,从内腔中心由内向外,螺旋切削至凹槽边界;
(2)当未选中该复选框时,是由挖槽边界外围开始螺旋切削至凹槽中心。
7、凹槽粗铣加工路径中,可以采用垂直下刀、斜插式下刀和螺旋下刀等三种下刀方式。
“垂直下刀”
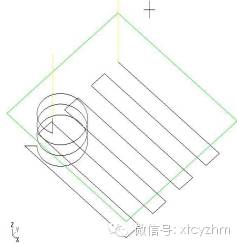
“螺旋式下刀”
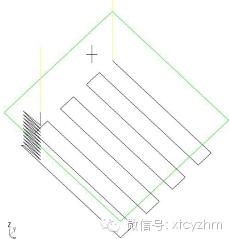
“斜插式下刀”
(1)垂直下刀方式:不选“螺旋式下刀”复选框;
(2)螺旋下刀方式:圆槽时常用。
①最小半径:20%左右,螺旋圆的最小半径,比R小就会垂直下刀。
②最大半径:50%-100%
③Z方向开始螺旋位置(增量):每次离开z轴进刀深度,开始螺旋走刀高度,定义螺旋下刀的起始位置一般取0.5~3mm 。
④X/Y方向预留间隙:刀具进刀时距离第一轮廓外形的间距。比预留量大就可以。
⑤进刀角度:螺旋线的螺旋角度。1-3度,安全一些1度,快一些3-5度。
⑥如果所有进刀都失败时:
垂直下刀:当加工区域过小导致刀具无法进刀时,刀具直接在挖槽刀具路径中插入工件 。
中断程式:无法执行下刀时直接跳过现有的内腔并移动到另一个位置。
⑦其他选项不用修改
(3)斜插式下刀方式:
长槽、刀具运动距离窄小时常用,能清除更多残料,各选项设置与螺旋式下刀相同
8、精修,主要参数含义如下:
(1)精修外边界:对外边界也进行精铣削,否则仅对岛屿边界进行精铣削。
(2)由最靠近的图素开始精修:在靠近粗铣削结束点位置开始深铣削,否则按选取边界的顺序进行精铣削。
(3)只有在最后深度才执行一次精修:在最后的铣削深度进行精铣削,否则在所有深度进行精铣削。
(4)完成所有槽的粗切后,才执行分层精修:在完成了所有粗切削后进行精铣削,否则在每一次粗切削后都进行精铣削,适用于多区域内腔加工。
(5)精修刀具补正方式:执行该参数可启用计算机补偿或机床控制器内刀具补偿,当精加工时不能在计算机内进行补正,该选项允许在控制器内调整刀具补偿,也可以选择两者共同补偿或磨损补偿。
(6)优化刀具补偿:如精加工选择为机床控制器刀具补偿,该选项在刀具路径上消除小于或等于刀具半径的圆弧,并帮助防止划伤表面,若不选择在控制器刀具补偿,此选项防止精加工刀具不能进入粗加工所用的刀具加工区。
(7)进/退刀向量:可在精修刀具路径的起点和终点增加进/退刀刀具路径。
四、 用挖槽加工方式加工带岛屿的凹槽铣削实例。
加工步骤如下:
(1) 顺序选择主菜单→刀具路径→ 挖槽选项。
(2) 系统提示选取外形铣削加工的外形边界,将视图设置为俯视图,选取定义凹槽及岛屿的两个串连,在凹槽加工中选取串连时可以不考虑串连的方向。
(3) 串连后按“执行”按钮,系统打开“挖槽”对话框的选项卡,在刀具列表中选取刀具径为5mm的端铣刀。
(4) 单击“挖槽参数”标签,选择“使用岛屿深度挖槽”加工方式,设置高度、刀具偏移和预留量等参数。


(5) 单击“边界再加工”按钮,将岛屿上方预留量设置为8mm。
(6) 由于凹槽的总铣削量为10mm,在深度分层铣削参数设置中,安排了3次粗铣削和1次精铣削。
(7) 单击“粗/精加工参数”标签,选择粗切削的走刀方式。
(8) 设置进刀方式参数,选用螺旋进刀方式。
(9) 进行完所有参数的设置后,单击“挖槽”对话框中的“确定”按钮,系统即可按设置的参数计算出刀具路径,将视图设置为等角视图,生成的刀具路径。
(10) 进行仿真加工模拟,显示加工模拟结果。

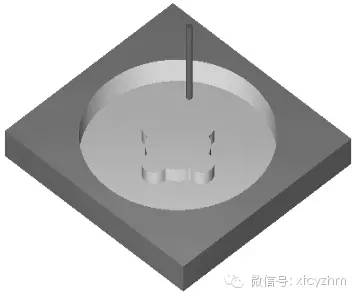
本文由兄弟崔鸿伟提供稿件,黄工总结编辑。在这里感谢兄弟提供这么好的资料无私分享。
有什么问题欢迎留言或加我微信&QQ(15628050 )探讨。