1.1以电子工业为代表的信息化产业已经成为高端制造、科技进步乃至整个社会经济发展的重要动力。
电子信息化产业的迅速发展主要依赖于软件的不断更新、硬件的快速升级以及制造可靠性工程的深入实施。
从而实现高能量密度、高计算性能、大存储容量和超运行稳定性的“短小轻薄”的电子信息化产品。
随着高性能芯片技术的迅猛发展,集成电路的最小线宽也愈来愈小, 这种越来越高的集成化程度可显著影响信号传播的延迟性。

在大规模批量化的工业生产中,大多采用先进的电子封装与组装技术来持续提高计算CPU的运行速度和时钟频率。
同时这也能够进一步提升电子信息化产品的使用可靠性,因此微电子封装与组装技术是决定电子信息化产品的性能、尺寸、成本及可靠性的最关键技术之一。
微电子封装是将数十万乃至数百万个电子元器件组装成一个体积紧凑且功能完备的封装体,封装方式是制约微电子系统进一步实现更高性能和更小尺寸的主要因素之一。

表面组装技术发展于20世纪八十年代,其主要特征是用自动化组装设备将片式化、微型化的无引线或短引线电子元器件直接贴焊到印刷线路板(或基)表面的规定位置上。
相对于传统的通孔插装技术,表面组装技术可以较好地保证微电子产品的微型化和轻量化。
是继手工连装、半自动插装、自动插装之后的*四代第**电子组装技术, 已经发展成为现代微电子封装技术的主流。
把金属钎料箔片放在两接头工件的狭小间隙中,通过整体加热或局部均匀加热,熔化后的液态钎料与工件金属相互扩散溶解。

冷凝后形成具有较高机械连接强度和优异电学性能的钎焊连接结构,表面组装钎焊后的接头工件的相对变形量小。
且钎焊残余应力也比较小,因此表面组装钎焊技术具有十分广阔的应用前景。 目前表面组装钎焊技术主要有三个发展方向。
与新型环保钎焊材料的发展相适应, 与现代电子信息化产品的品种繁多、功能复杂、更新换代快的特性相适应。
与高密度组装、三维组装、微纳机电系统的精密组装需求相适应。钎焊材料是保证微电子封装性能与质量的关键。

电子工业中常见的被连接材料主要有贵金属、稀有金属以及多元合金多层金属组合体系,另还有一些非金属材料。
针对不同被连接材料的钎焊性能要求,表面组装钎焊中所使用的钎焊材料也具有种类繁多和组成复杂的特点。
由于具有熔点低、储量丰富且性价比高等优点,锡铅钎料的应用最为广泛,但其剪切强度较低、抗蠕变性能差、且容易发生热疲劳失效。
并且随着微电子封装技术的迅猛发展,焊点尺寸越来越小,电流密度显著增大,所承载的结构载荷。

电气负荷以及热冲击负荷越来越重,尤其是航空航天、汽车、精密仪表以及高性能计算芯片等领域对钎焊性能的要求日益苛刻。
更为重要的是,铅及其化合物乃有毒有害物质 ,长期大量使用会严重污染环境,给人类健康带来不可忽视的危害 。
都明令禁止铅、镉、汞等有毒有害物质在电子信息化产品中的使用,因此,研制开发无铅无镉的新型环保钎焊材料是微电子行业发展的必然需求,也是当下的科学研究热点之一。
目前具有代表性的无镉钎料有Sn-Zn系、Sn-Cu系、Au合金系和Ag合金系。

Sn-Zn系钎料具有成本低廉、熔点低的优点,但该系钎料容易氧化,耐腐蚀性较差,且其较差的钎焊润湿性会降低焊点的剪切强度及热疲劳寿命。
Sn-Cu系钎料的性价比较高 ,但Cu6Sn5的微细弥散相在温度超过100°C后会变粗大,焊点的热疲劳寿命和可靠性不太理想。
Au元素可以与Cu、Si、Sn、Ge、Sb、Ga、In等元素实现冶金结合形成900~1000°C范围内不同熔点的Au钎料合金。
能够较好地满足微电子元器件封装的高可靠性要求,但金基钎料是稀缺昂贵合金,使用成本较高,目前大多用于航空航天、军工和化工等有特殊要求的场合。

银基钎料的蒸气压低、润湿性好,其钎焊温度较高,约650~860°C左右,焊接热应力会对导电材料的力学强度和电学性能产生不良影响。
电接触系统的可靠性无法得到有效保证。
镉元素可以降低银基钎料的熔化温度, 并提高银基钎料的流动性和润湿铺展性,加入镉元素后的中温银基钎料(如Ag-Cu、Ag-Zn、Ag-Cu-Sn、Ag-Cu-Zn等)的钎焊温度在550°C~650°C左右。
这可以有效降低对热敏半导体器件的热冲击,减少乃至避免因热应力引起的钎焊性能降低或早期失效。
随着环保要求的提高,禁用镉元素后, 尚可以通过微量添加一些稀有金属元素(比如In、Ga、Si、Ni、Ce、La、Zr、P等)来改善中温银基钎料的钎焊性能。
但在冶金化过程中容易形成大量的合金脆性相,这增加了塑性成形加工难度,钎料箔片的成材率明显降低。
而电子产品的高能量密度、小型化发展趋势对钎料箔片厚度的要求越来越严苛,并且钎料箔片的形状也愈加复杂多样。
目前因暂未开发出具有优异的塑性成形性能且钎焊性能稳定的无镉钎料,微电子封装工业中仍普遍采用含镉银基钎料。
因此,如何行之有效地加工出具有优良的钎焊性能且形状多样的环保钎料箔片是微电子封装领域急需解决的技术难点之一。

1.2钎焊材料制备技术的研究
进展目前钎料箔片的常用制备方法有轧制、快速凝固、以及轧制和冶金一体式复合工艺等。
传统的熔炼-轧制工艺首先将钎料合金进行高温熔炼后铸锭,接下来完成均匀化退火,而后采用热挤压开坯得到厚板材。
通过多次热轧将其厚度逐渐降低,再经历十余次冷轧、冷精轧,并在相邻轧制工序间安排中间退火工序。
使得钎料合金的晶粒组织更加的均匀细化,当厚度降低至设计要求时,最终得到钎料箔片。
这种先熔炼合金化后轧制制备箔片的方法具有工艺步骤多、成材率低的特点,在熔炼过程中容易发生金属高温氧化。
使得钎料合金的脆性增大,降低了钎料箔片的塑性成形性能以及焊接质量,且采用这种方法制备的钎料箔片大多为条带形状。
还需要切割加工成与钎焊截面尺寸一致的成品钎料箔片才能用于钎焊封装,快速凝固技术问世于上世纪70年代,是将钎料合金熔液快速冷却。
直接铸成钎料箔带的工艺方法, 其冷却速度高达105~107 K/s在较大的过冷度和极快的固/液界面推进速度时,快速冷却凝固能够有效提高合金元素的固溶度。

钎料内生成了微晶组织,晶粒细小且无偏析,其钎焊润湿性能得到了明显提高,快速冷却凝固技术已经广泛应用于铝基、铜基钎料。
1.3钎料电磁压制技术的原理及研究进展
粉末零件一般需要完成压制成坯、烧结强化两个工序方可获得所需机械性能。
如何实现粉末材料的最佳压制致密化且在烧结过程中保持金属粉末的晶粒尺度特性是粉末零件制造的核心技术问题。
采用高能率强冲击载荷对粉末材料进行高速压制是提高粉末压坯的致密度与致密均匀性,进而获取高性能粉末零件的有效途径。
粉末电磁压制技术是一种利用强脉冲电磁能量作用于粉末材料使其快速致密化的高能率成形新技术。

在电磁压制过程中无需对粉末材料进行加热,粉末压坯的致密度高且致密均匀性好,且在烧结过程中能够较好的保持晶粒度大小。
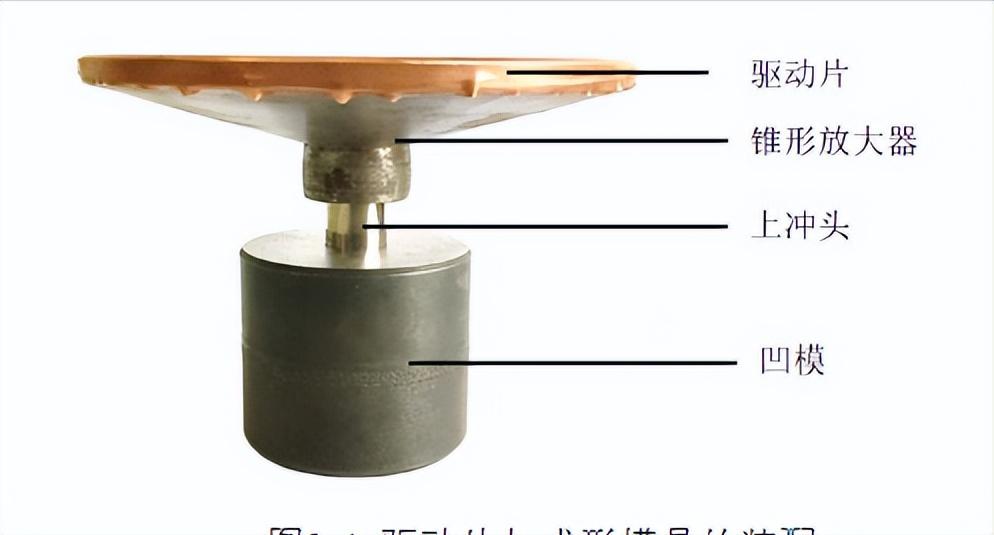
粉末电磁压制技术已获得了粉末工业领域的持续关注和越来越广泛的应用。 放电回路的开关闭合后,平板螺旋放电线圈中流经脉冲放电电流 。
在其周围产生了强脉冲磁场,同时驱动片内部产生感应电流,在其周围产生了感应磁场。
放电线圈产生的脉冲磁场和驱动片产生的感应磁场之间发生剧烈的磁场耦合作用, 表现为使驱动片沿远离平板螺旋放电线圈方向运动的脉冲电磁驱动力。

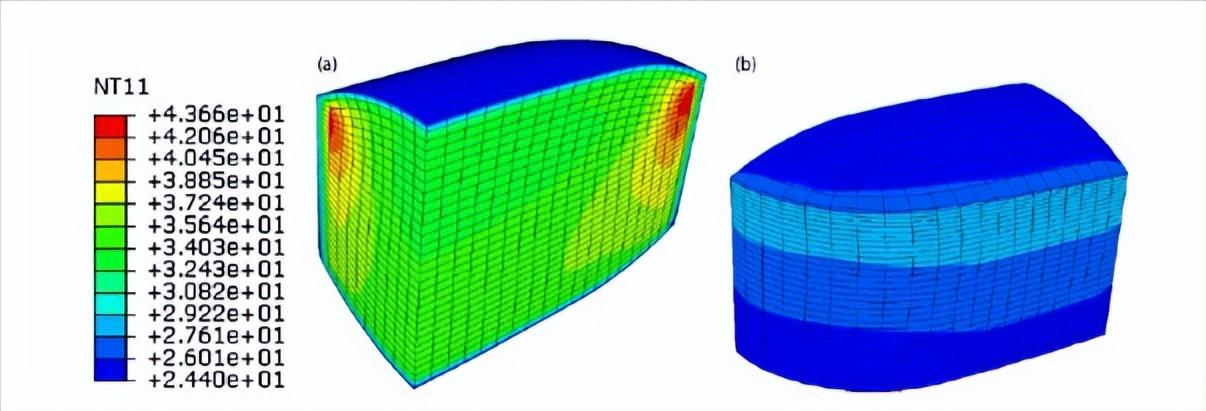
高速运动的冲头撞击装填在凹模型腔内的钎料粉末,在钎料粉末体内部产生强烈的冲击应力波。
冲击应力波的多次冲击压实使钎料粉末体的密度不断提高,最终得到致密度高且致密均匀性佳的钎料粉末压坯。
粉末电磁压制成形技术具有模具结构简单、制品质量好且易于生产自动化等优势,在粉末材料加工领域具有巨大的应用潜力。
1976年,首先提出了粉末电磁压制的工艺方法,采用电磁脉冲能量对粉末材料进行压制实验,成功压制出了棒料、条料和各种复杂形状的粉末制品。

近年来,美国、日本、俄罗斯以及韩国的许多学者对粉末材料的电磁压制致密化机制做了一系列深入研究。
发现致密化过程中颗粒间的接触压力会超过1GPa, 且粉末微粒发生了最高约100m/s的运动速度,甚至部分金属粉末颗粒之间发生了冶金结合。
在铁基金属粉末的电磁压制试验中发现,持续的高冲击压力可显著增强粉末颗粒的颗粒重排以及塑性变形程度。
等对铝粉和钛粉进行了电磁压制,粉末压坯的相对密度均高达97%以上,于海平等通过电磁压制获得了相对密度98%以上的铜粉压坯。

另有一些学者开展了一系列实验研究以揭示各工艺因素对粉末电磁压制致密化的影响规律。
将电磁压制成形与粉末冶金技术相结合,采用电磁压制方法制备微电子封装所用的环保钎料箔片是一种新的探索。
可充分利用纯金属粉末塑性好的特点以获得更高的压制致密度。
还可以通过有效提高钎料箔片的致密度和致密均匀性来进一步改善钎焊性能。
钎料箔片可以依据钎焊截面的尺寸、形状进行匹配性设计,经适当的烧结处理后可直接用于钎焊封装工序,这大幅降低了加工成本。
为微电子封装用环保钎焊箔片的制备提供了一种优质高效的新工艺方法。本课题组在中温银基钎料箔片的电磁压制工艺研究中。
1.4.2摩擦接触行为研究
粉末压制致密化过程中的摩擦接触主要包括粉末颗粒之间的摩擦、以及粉末颗粒与模具壁面之间的摩擦。
这些摩擦接触行为与粉末材料特性、颗粒尺寸和形貌、模具表面质量、粉末润滑、压制速度、工作温度和压坯形状等因素紧密相关。
摩擦接触行为对粉末压制致密化有很大影响, 摩擦容易造成压坯致密化不充分且密度分布不均匀,最终影响到粉末制品的机械性能、尺寸精度等。
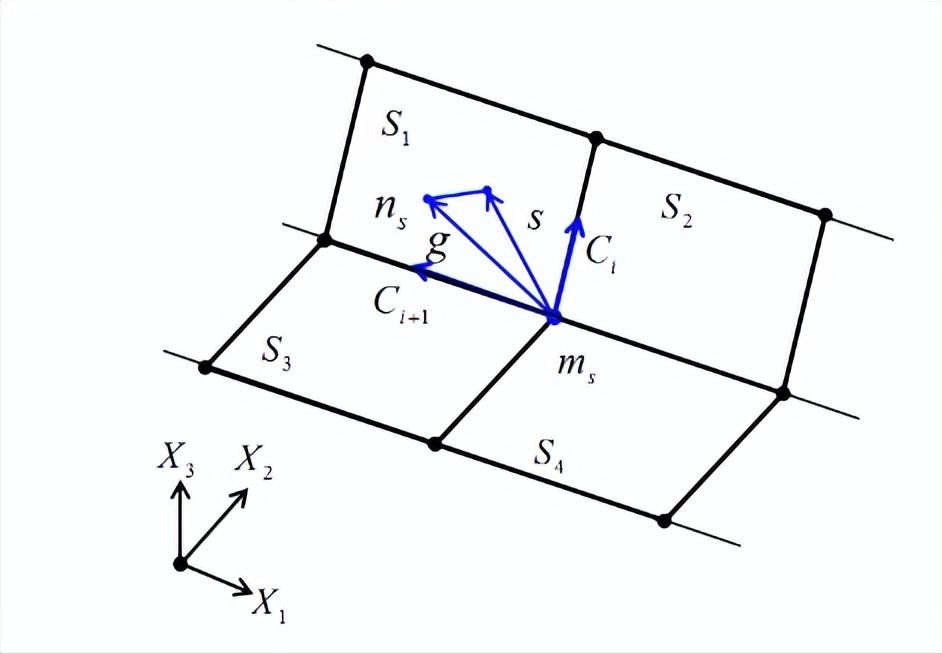
特别是复杂形状的大尺寸粉末制品容易发生开裂、翘曲变形等失效现象。由于摩擦接触行为的复杂性使得对其进行准确描述和数学建模比较困难。