有气喷涂作为一种高效的生产作业手段,适用于工业自动化生产,应用范围主要包括五金、塑胶、家私、汽车、船舶、军工等领域,是现今最普遍的一种涂装方式。其原理是用压缩空气将涂料雾化进行喷涂。有气喷涂能够任意选择喷漆条件,操作容易,适于重视喷涂质量的工件。

影响涂装质量的要素主要有:喷涂技术、涂料和压缩空气气体品质。其中,压缩空气的品质是最容易解决,最容易控制,但也是最容易被忽视的一个环节。近年来随着技术的提升、经验的丰富,对于压缩空气的洁净程度也逐渐重视起来。
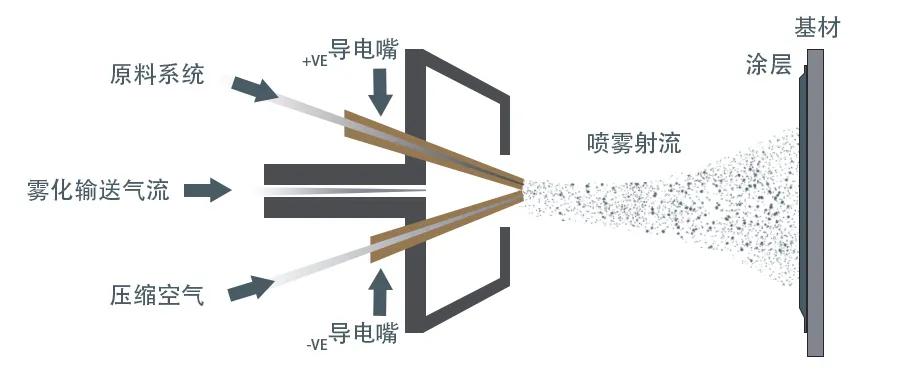
喷涂时,压缩空气对涂料的传输和雾化起着重要的作用,由于压缩空气与涂料会直接接触,压缩空气的气源品质会直接影响到最终的涂装质量。
这里就压缩空气对于涂装的影响进行简单分析
涂装中容易引发的质量问题有以下几点
01缩孔

缩孔产生的主要原因有两点:
一是涂料本身的原因:涂料的制作过程混入油、水杂质;
二是涂装过程中的原因:被涂装物表面未处理干净(表面残留有油污),或者表面不平整。这些都是涂装前的准备工序未按照工艺要求完成。出现缩孔缺陷,是涂装过程中最不愿意发生的缺陷,它无法通过一般的修复方法来进行修补,直接就影响了最终产品的合格率。
02起粒

起粒是涂层干燥后,由于压缩空气中有粉尘、喷漆室环境不洁净、涂料没有进行过滤,都有可能导致工件表面出现很多点状的凸起物。
03气泡

气泡产生是在涂装后固化的过程中形成的,其主要原因是涂层与被涂物表面呈现出分离状态,从而在固化过程中起泡。
04麻点

麻点是涂层干燥后表面形成半透明的雾状,这多发生在环境温度高、湿度大的情况下。涂料挥发太快或者压缩空气中含水量高出现的现象。
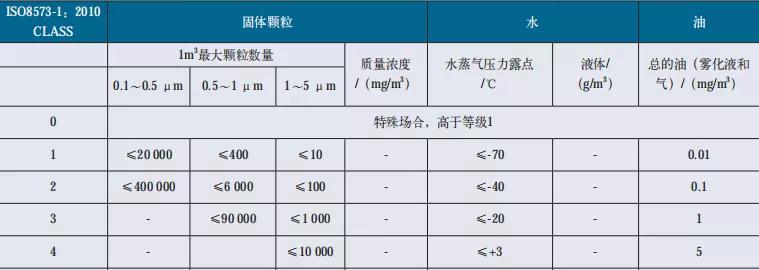
从上述这些涂装工艺中出现的问题来看,压缩空气中的尘、水、油杂质都会不同程度的造成涂层的质量问题。所以在运用有气喷涂时,应使用洁净的压缩空气。参考规范JB/T5967-2007 一般气动系统用压缩空气介质的质量等级 其中规定喷漆用的压缩空气的质量等级应为固体粒子的颗粒物等级≤3级、水含量等级≤3级、油含量等级≤1级。对照ISO8573.1-2010规范其具体的颗粒含量、压力*点露**温度、油含量详见下表:
为了达到这一压缩空气洁净等级,其推荐配置如下图所示。
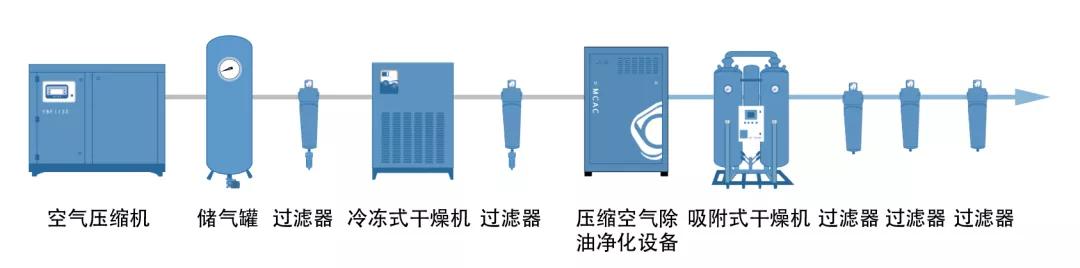
上图是推荐的喷涂用压缩空气系统配置,但是许多厂家并没有配套压缩空气除油净化设备,在初期也许是没有问题的,但是后期各种问题都会逐渐显现。因为大多数厂家会在后端配置一台吸附式干燥机,吸附式干燥设备内部装填有活性氧化铝或者分子筛,这些物质在吸附水的同时也能吸附压缩空气中的油污染物,包含液态油和气态油。它的吸附原理类似活性炭,因此在设备运行初期,压缩空气中的液态油污被去除掉了。这一套系统在运行初期就能将压缩空气的洁净等级净化到3-2-1的标准要求。

活性氧化铝或者分子筛它们能通过再生的方式将吸附的水再生出去,做好下一次吸附水的准备,但却无法将吸附在吸附剂表面的油也再生掉。因此吸附剂中的油含量会逐步累积,直至达到饱和。吸附的油会覆盖在吸附剂的孔道内以及外表面,阻碍吸附剂对于水的吸附,最终导致吸水能力逐步丧失,造成吸附剂本身脱水性能的下降。导致经过吸干机的压缩空气的压力*点露**达不到上文所述的-40℃或者-20℃。同时油吸附饱和后,没有经过除油设备处理的喷涂用压缩空气混入油水混合物,喷涂产品出现缺陷。
稳定、安全、可靠的压缩空气除油净化设备填补了目前市面上对压缩空气油污染物彻底去除处理设备的空白,对涂装质量的提升有显著的效果。
涂装工艺不仅仅需要提高工艺技术水平、采用先进的工业设备、高质量的涂料,对于压缩空气的品质也应该十分重视,才能保证喷涂的质量。
压缩空气在喷涂过程中会直接与涂料接触,未经净化处理的压缩空气内的污染物势必会混入到涂料中,污染涂料,降低涂料品质。同时由于部分压缩空气会用于气动元器件的驱动,工件的吹扫,污染的压缩空气对于喷涂环境也会造成污染。
讲了这么多,你还觉得洁净的压缩空气对喷涂质量不够重要吗?