
在使用过程中碰到的一些问题是由什么引起的?又要如何处理呢?
常见问题:
1
异常声响
原因:1、合金锯片过度使用、温度过高、因外力作用导致锯片变形,要进行校正。
2、设备主轴间隙、跳动、偏摆。
3、锯片出现裂痕、有异物附着、切割时碰到切割材料外的物品。
2
进料异常
原因:1、合金锯片打滑
2、主轴被异物卡住
3、有异物朱挡在出料口
3
切削工件表面有毛刺或不平整
原因:1、锯片不平整需要校正
2、锯片锯齿缺损
3、锯片的安装不正确
4、锯片使用时间过长,刀头精度下降
4
夹锯现象
原因:1、合金锯片的设计不合理,不能及时排屑
2、锯片材质不适合所加工的材料
3、过度使用,锯片温度过高
4、锯片偏摆或者机器主轴跳动或者安装不正确
4
刀头磨损过快
原因:刃口的角度不合理,刀头结合剂太软(对于被切材料);刀头自身耐磨性差,锯片没有垂直于被切材料。
解决方法:更换合适的合金锯片;检查主轴法兰盘,确保锯片和设备的垂直度;检查锯片在工作时的转速。
6
刀头两侧磨损不均匀
原因:锯片倾斜切割
解决方法:检查锯片倾斜情况
7
合金锯片变钝,不能切割
原因:锯片不够锋利,需要研磨;锯片线速过高;动力不足不能够使锯片正常切割,
锯片没有被施加足够的切入压力。
解决方法:及时合理研磨锯片; 根据设备的说明书选用与之匹配的相应直径的锯片;
检查传动带、电压和马达;确定使用了足够且并不过大的切入压力。

1.关于超 硬圆锯片
超硬圆锯片是齿刃为超硬合金的圆锯片的总称.通常是将超硬刀刃钎焊而成.因当初被叫做超硬圆锯片,之后这种叫法广泛普及,变成了通用语.它是由拥有个别切削性能的刀刃粘在锯片的齿端上组成的,所以得了此名.
超硬圆锯片以切割木材、合板、集成材、或层积材料等一连串的人工加工材料为对象而发展起来的,但之后也切割塑料,硬化石棉类,轻合金或合成材料的新建材等及没有特异性功能的锯材加工上。
被切削材料的种类有很多,推测今后也会扩大其利用范围.评价超硬圆锯片性能的基准是切割面,切割感,寿命的提高,那么对它有影响的主要因素有以下几点
切割面
外周跳动 研磨精度
側面跳动 应力化、整形、側面研磨精度
齿型、齿数 根据使用条件来选择
切割感
齿型、齿数、厚度 根据使用条件来选择
研磨状态 研磨精度
寿命
刀刃材质 根据切削材料、使用条件来选定
齿型 根据切削材料、使用条件来选定
安全性
刀体的破损、刀头脱落 热处理、刀头钎焊强度
作业性
噪音、振动 应力化、整形、齿型
2.述语解说

|
№ |
名称 |
№ |
名称 |
№ |
名称 |
|
1 |
齿厚 |
9 |
齿尖与齿尖的距离 |
a |
前角 |
|
2 |
本体的厚度 |
10 |
齿高 |
b |
横向前角 |
|
3 |
锯齿偏幅 |
11 |
齿底圆弧 |
c |
后角 |
|
4 |
前倾面 |
d |
左右倾角 |
||
|
5 |
顶面 |
e |
内隙角 |
||
|
6 |
齿底 |
f |
侧后角 |
||
|
7 |
齿室 |
g |
刀尖角 |
||
|
8 |
刀体(台金) |
h |
切削角 |
3.材质及质量特性
3 - 1 材质
超硬圆锯片由齿部的超硬刀刃(以下称刀刃)与锯片本体(以下称台金)构成.因刀刃的材质要求具有耐断续、高速度切削的性能,所以必须使用JIS B4104的K10 K20及K30或在使用上具有同等性能以上的材质。
作为台金的性能既要具备锯片的机能更要追求刀刃的好的钎焊.要满足这些要求必须使用JIS G4401的SK-5或在使用上具有同等性能以上的钢材。下表3表示刀刃的材质(供参考)。关于台金的材质参照I「圆锯片」4‐1表1。表3 超硬工具材
|
JIS B4104 记号 |
成 分 (%) |
硬度 洛氏硬度 A刻度 |
用 途 |
||||
|
钨 W |
钴 Co |
钛 Ti |
钽 Ta |
碳 C |
|||
|
K10 K20 K30 |
84~90 83~89 81~88 |
4~7 5~8 6~10 |
0~1 0~1 0~1 |
0~2 0~2 0~2 |
5~6 5~6 5~6 |
90.5以上 89.0以上 88.0以上 |
软质铝合金,人工材料,非铁金属,木材层积材料,鋳铁 |
3 -2应力化、整形
应力化:考虑到回转会产生离心力,切割时产生的切割热量,摩擦热量会引起的外周膨胀,所以对台金进行拉伸加工。
台金变薄这一点是很重要的.为了能切直,切割面漂亮,应力化加工除了防止离心力引起的振动外,还能除去台金的弯曲,这一点是影响超硬圆锯片质量的重要条件。(参照I「圆锯片」4-5应力化)
3 - 3 钎焊
超硬圆锯片是将超硬刀刃用银焊剂焊在台金上,但钎焊时为了让银焊剂好好流动,要使用助溶剂。
钎焊在700~750℃的温度下进行, 超硬圆锯片的焊接方式有电气阻力加热式和高频率诱导加热式.在焊接部不能有有害间隙和气泡等.最近为了提高焊接强度,将刀刃的粘合面改为凹型,增加粘合面积的方法来进行。
3 - 4 研磨
超硬圆锯片的研磨使用手动或自动研磨机,用金刚切断轮按规定的尺寸,齿型来磨削.生产时要进行粗研磨和精加工研磨2项工程.所用金刚切断轮的码号为:粗研磨用#120~200、精加工研磨用#400~600。至于再研磨、只要精加工研磨就可以,使用#400~600的切断轮.还有通常进行湿式研磨,要使用水溶性研削液。
4.形状、寸法
通常超硬圆锯片的形状根据台金的形状和齿型来决定的,尺寸有:成形后的外径,孔径,齿厚,台金厚度及其它齿数等。
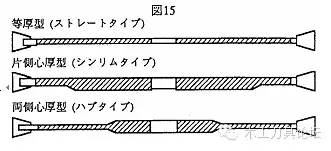
4 -1台金的形状
台金的形状主要根据断面的形态来区分的,大部分是同等厚度型,但有时因使用目的不同,单面心厚型、双面心厚型的效果反而好.还有,考虑到形状上有差异(台金的形状如图16所示)设有扩充插槽(ExpansionSlit)。EXPANSION SLIT 主要以尺寸大的圆锯片来看,扩充插槽的基本机能是散发切割中产生的热量.切割时由于摩擦等各种因素,不管使用质量多好的钢
材总会产生大量的膨胀引起的热量. 扩充插槽是为了散发这些热量,还有防止锯刃平衡量的破坏,变形,进行膨胀,收缩。
EXPANSION SLIT BASE HOLE 扩充插槽的根部有个圆孔. 它是为了吸收开始切割时从刀刃传来的冲击,防止台金发生龟裂.孔内封入铜,树脂等物质,为了压制因锯刃整体的平衡量发生微妙不良引起高速回转时的齿刃弯曲及噪音。

4 -2齿型
被切割材料的种类涉及到很多,超硬圆锯片齿型的形状也就有很多。 右图17表示另外分类的齿型,根据单独或组合使用这些齿型要素,可设计出多种多样适应被切削材料的齿型.一般竖切的话前角大(15°~30°),横切的话前角小(10°~-10°)
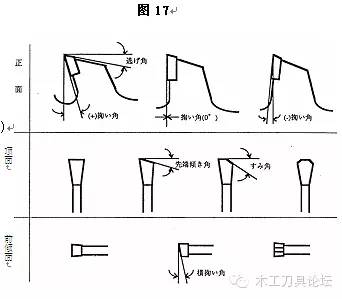
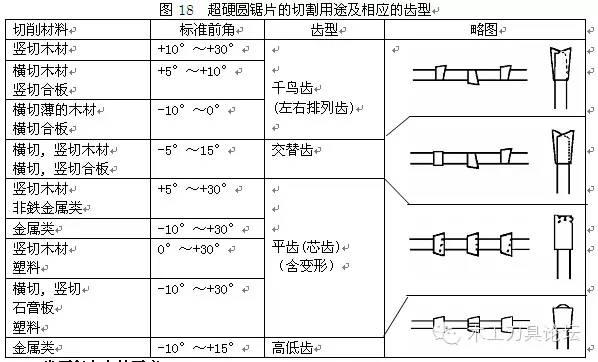
图18为主要的切割用途和相应的齿型略图
4-3 齿厚和台金的厚度
齿厚越薄越能减轻锯材时的阻力,但相反降低了它的耐摩性.还有齿薄的话,与此相称的刀体也必须薄,结果会失去强度,而且减小了钎焊面积,减弱了刀刃的固定力.因此用于高速度重切削时为了提高强度及钎焊的固定力,台金必须比普通的锯片厚,它的增厚为30%,是実用值。
表4表示不同外径的标准齿厚及台金的厚度。
表4
|
外径 mm |
齿 厚 mm |
台金厚 mm |
参考 齿 数 |
|
160 |
1.6 1.8 2.0 2.2 2.4 |
1.2~1.6 |
40 50 60 70 80 |
|
180 |
1.6 1.8 2.0 2.2 2.4 |
1.2~1.6 |
40 50 60 70 80 |
|
205 |
1.6 1.8 2.0 2.2 2.4 2.6 2.8 |
1.2~2.3 |
40 50 60 80 |
|
255 |
1.8 2.0 2.2 2.4 2.6 2.8 3.0 |
1.3~2.5 |
40 50 60 80 100 |
|
305 |
2.0 2.2 2.5 2.6 2.8 3.0 3.2 |
1.5~2.7 |
40 50 60 80 100 120 |
|
335 405 455 |
2.6 2.8 3.0 3.2 3.4 3.6 |
1.8~3.0 |
40 50 60 80 100 120 140 |
|
510 560 610 |
3.0 3.2 3.4 3.6 3.8 4.0 |
2.0~3.4 |
40 60 80 100 120 140 |
4-4 齿 数
从用途的多样化来看,限定硬质合金锯片的齿数是很困难的,必须根据被切割材料,切割机及使用条件来选择.一般,对于切割厚的材料,使用厚锯片较少,薄锯片较多。
上述表4表示外径,齿厚相应的齿数(作为参考)。
比如将千鸟齿和平齿作比较(参照图18), 齿数相同时千鸟齿的切割材料次数是平齿的1/2也影响切断面.因此仅根据齿数的多少来判断优劣是不恰当的。
5. 跟欧米硬质合金锯片作比较
表5
|
日 本 |
欧 米 |
|
|
齿型 |
因用途涉及到很多所以齿型的种类很多。(参照图18) |
以平齿和高低齿为主,种类很少。 |
|
齿数 |
另外用途范围很广。 (参照表4) |
在直径对比中倾向于齿数少的, 种类也少。 |
|
齿厚・台金厚 |
在耐用范围内喜欢用薄一点的锯片。特别是直径越大与欧美相比,这种倾向越强。 |
一般都倾向于厚的齿、台金。 |
|
研磨状况 |
加工程度细,精度高。 |
加工程度粗糙。 其中,有的不进行加工研磨;有的前倾面等完全不研磨。 |
|
台金的热处理 |
大部分都要进行热处理。 |
有的台金不进行热处理,直接使用生板。 |
6. 硬质合金锯片与普通圆锯片的比较
表6
|
硬质合金锯片 |
圆锯片 |
|
|
使用范围 |
广泛用于木材、塑料、非铁金属。 |
以木材为主,使用范围比超硬圆锯片小。 |
|
切割面 |
用金刚切断轮研磨而成,其精度好,切割面好。 |
锯齿修整,用砂轮或锉刀进行磨刃,其切断面比超硬圆锯片差。 |
|
寿命 |
再研磨后的寿命很长。 (约是圆锯片寿命的20~30倍。) |
寿命短。 (连续切割一般木材,大概用2小时。) |
|
再研磨 |
根据使用情况的不同而不同,通常可以进行15~20次的再研磨。 |
每次再研磨锯片都会变小,可以磨到使用范围内。 |
|
价格 |
因材料价格高,生产工程多,其价格要比圆锯片高。 (齿数相同的话是圆锯片的3~5倍) |
比超硬圆锯片便宜 |
7.硬质合金锯片与普通圆锯片在使用上的注意 点
①安装锯片时,锯刃上的防锈油及法兰要擦干净,要确认回转方向是否正确,锯片是否碰到外罩等,并要牢牢固定住。
②使用时不可佩戴手套。
③开始切割前要先全速回转。
④对于材料,刃露出5~10mm左右为好。
⑤不要使用强力推入或发生弯锯的使用方法。
⑥防止被切割材料的振动。切割非铁金属时要使用紧固物和润滑油。
⑦不要切割混有钉子等的材料。
⑧不要用于用途以外的作业。
⑨保管时刀刃部要用保护管。还有因生锈的话会引起晃动,所以保管时要涂防锈油。
合金圆锯片的生产工艺并不复杂,但是需要对生产过程进行九大项检测,检测涉及方面有齿座硬度变化、各个面和角度总检、锯片中心孔及齿座检测、锯片后角、后刃角,前角、刃前角几种角检测、合金锯片侧前角及侧后角检测、基体A、B面端跳存在波浪状或锅状检测、锯片焊齿变形检测、合金锯片径跳检测、合金锯片端跳检测。
1、合金锯片焊齿后齿座硬度变化检测。
锯片在焊齿过程中选用三种温度在基体齿座在650度加温时硬度基体不变。750度加温时硬度只增加3-5度。800度温度时硬度已达到55-58度,故在切削时基体断齿。不同齿形或锯片厚薄发生器体积大小对其影响也很关键。
2、 锯片各个面或角度磨后总体检测。
由于受到多方面影响,也造成产品质量受到多方位牵连,引起因素也是多方面。锯片直径大基体薄,卧式设备固定基体中心不可靠,或其他人为因素诸多,需要进行全方面检测;
3、 锯片中心孔及齿座检测。
合金圆锯片中心孔大小关系到劲跳大小,应做一个塞规一头小于0.02 ,另一头等于0对0。小于一头刚好塞进为宜,另一头应塞不进去,如标准塞规任何一边都能塞进去孔过大了,对磨外径有一定影响。齿座可用投影仪检测角度原则上每一个齿不允许超过0.3度,深度均匀度不允许大于0.10 。
4、 锯片后角、后刃角,前角、刃前角几种角检测。
投影仪检测最为准确,后角或后刃角,前角或刃前角在既定设计角度略有少量变化并不引起切削质量,引起质量仍要在磨后角或前角时控制好锯片中心,保证左右两边切削刀刃或刃带精度,或严格控制径跳才是质量保证。5、 合金锯片侧前角及侧后角检测。
很多人在检测侧前角时都选用靠表,检测侧前角时受合金退刀槽角度变化,或合金长短值变化。加基体变形量,或仍不在中心园,用点式面接触靠表去测量侧前角时,只是一个大概参考值,并不是绝对值。侧后角受砂轮A、B面大小直径影响。及磨削中心线的五种不同变化,实质也仅是一个参考值,严谨检测仍需投影视象仪最为精确。
6、 基体A、B面端跳存在波浪状或锅状检测。
基体受各种应力关系,存在不规则波浪状或锅状,他们的存在或过大存在都会给刀具制造带来隐患。静态或动态检测时结果是不一样的,检测时将表杆靠后退刀槽底部,在A面任意找一个开始点或做1个标记,将每一个齿面反应数字记录下来。然后返过B面,在原始对称标记开始对应把他们数据记录下来。你能清楚检测出每个齿或一定角度内产生不同波浪状或锅状。
7、 锯片焊齿变形检测。
材料在热变化过程中都会产生材料热应力或冷拉力变化。主要是受材质、温度、冷却时间、工件厚薄受热面积等多方面因素影响而导致。根据基体在冷态测量状态,由于受下工序不可避免因素给焊齿带来变化,在这个时候我们根据上述记录数据重新依照上述6方法沿着记录标记再做一次检测视乎它的变形量多少,从中分析也可见到焊齿对基体变形的危害。8、 合金锯片径跳检测。
产生劲跳状态有三种,第一种180度偏心高低,第二种左高右底或右高左底,第三种左右高低不均匀。第一种孔配合太差,基体孔径过大,造成180°偏圆高低;第二种只要磨刀时基体不是中心,造成左右磨头不在一个中心上磨削;第三种机械精度不可靠砂轮质量或砂轮不平起圆弧;。9、 合金锯片端跳检测。
做成合金锯片端跳原因主要因素有基体弹性与塑性变形。机械夹片不均匀有弹跳可能拔齿爪坐标不稳定。砂轮质量或不平起凹凸面和圆弧等因素检测不允许千分尺测量因基体波浪或锅型状态。它仅起到参考值,最好用面接触端跳仪式投影视像仪检测
硬质合金圆锯片是将硬质合金材料的锯齿通过钎焊的工艺焊接在锯片的基体上,使锯片具备了优异的切削性能,高的耐磨性能以及切削精度。实际工业生产中,通常采用高频感应钎焊的方式将硬质合金锯片钎焊在锯片基体上。本文将从钎料、母材和钎焊工艺过程三个方面分析和总结影响钎焊接头性能的因素。
分析以市场上比较普遍使用的65Mn钢作为基体,硬质合金采用森拉天时CTOPP06(K10/YG6)作为锯齿为例,两者的成分如下表:
一、钎料对钎焊接头质量的影响:
钎料起到连接硬质合金与钢的作用,当钎焊部位加热时,钎料受热熔化,与母材之间进行相互作用、扩散,从而形成材料之间的冶金连接,保证锯片的强度达到使用要求,下图是典型钎焊接头界面金相图片1。

1.1 钎料成分对母材润湿性能的影响
为了保证钎料与母材之间可以进行扩散,所选用的钎料对母材就必须要有良好的润湿性能。润湿性能通常采用润湿角α表示,即α角越小,说明润湿性能越好,当α<30°时,则认为是完全润湿1。

笔者对市场上常用的BAg50CuZnNi和BAg49CuZnMnNi两种钎料,对硬质合金的润湿性能进行比较。
试验条件:硬质合金为森拉天时CTOPP06,尺寸为8*8*4mm,试验温度760℃,保温时间2分钟,其结果如下图所示。
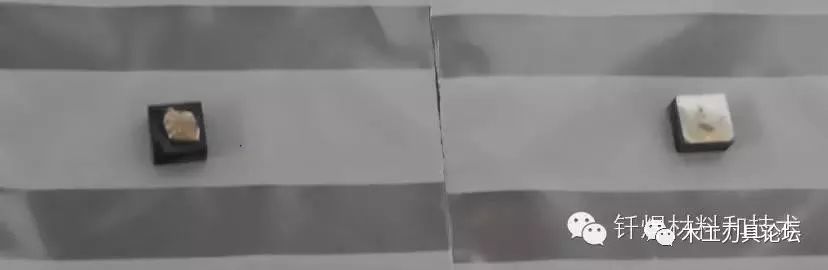
左边是BAg50CuZnNi 右边是BAg49CuZnMnNi
从上面对比的图片可以明显看出,含Mn的钎料其润湿性能(相同数量的钎料,铺展面积越大,润湿角越小)优于不含Mn的钎料。
实际的工业生产中,锯片制造厂家在引入新的钎料,或者进行材料改进时时,笔者认为润湿性能的测试是非常重要的,该测试方法可以提前判断所选定的钎料是否适合于硬质合金锯片的钎焊,避免大批量生产时造成的质量不稳定带来的损失。
锯片各构成部分名称及常用齿形
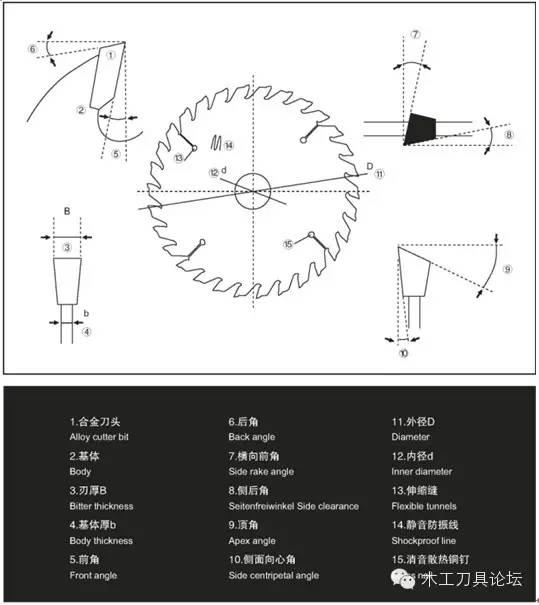
锯片各构成部分名称:
1.合金刀头Tips
2.基体Body
3.刃厚B Tip thickness B
4.基体厚b Plate b
5.前角Hook angle
6.后角Back relief angle
7.横向前角Face angle
8.侧面后角Sideward angle
9.顶倾角Top bevel angle
10.侧面向心角Sideward centripetal angle
11.外径D Cutting diameter内径d Bore
12.消胀线(槽)Tension ring
13.减振线Expansion slot
14.减振铜钉Copper bin

锯片可切割的材质
刨花板、中密度板、高密度板、实木、三聚氰胺板、康贝特板、塑料、亚克力板、铝材及金属材料等。
锯片常用齿形分类:
1.刨花板:左右齿WT平梯齿AT 双梯齿 TT
2.中密度及高密度板:左右齿WT平梯齿AT 双梯齿 TT
3.板材类康贝特板:平梯齿AT 双梯齿 TT
4.实木横切类:左右齿WT 左右左右平齿WWT
5.实木纵切类:左右齿WT 鸵背齿BG
6.实木开槽类:平齿 FT
7.推台锯主锯片:左右齿WT平梯齿AT
8.推台锯配套开槽锯:倒梯齿CT平齿倒梯齿FTS左右倒梯齿WTS
9.电子开料锯主锯片:平梯齿AT 双梯齿 TT
10.电子开料锯配套开槽锯:左右倒梯齿WTS
11.双端铣专用锯片:平齿 FT 左单斜齿SBL 右单斜齿SBR
12.双端铣配套开槽锯:平齿FT
13.地板单片开料锯片:左右齿WT平梯齿AT
14.地板专用多片锯片:左右齿WT平梯齿AT
15.封边机头尾修边锯:平齿FT左单斜齿SBL 右单斜齿SBR
16.铝型材类铝棒铝板:平梯齿AT
17.门窗专用类实木铝包木铝包塑门板及门框:平梯齿AT
18.线路板电子开料锯:平梯齿AT双梯齿TT尖平齿VT
19.相框专用锯片:左右左右平齿WWT
20.亚克力专用锯片:左右左右平齿WWT
21.制造音箱用锯片:左右左右平齿WWT
22.薄锯片:左右齿WT 平梯齿AT
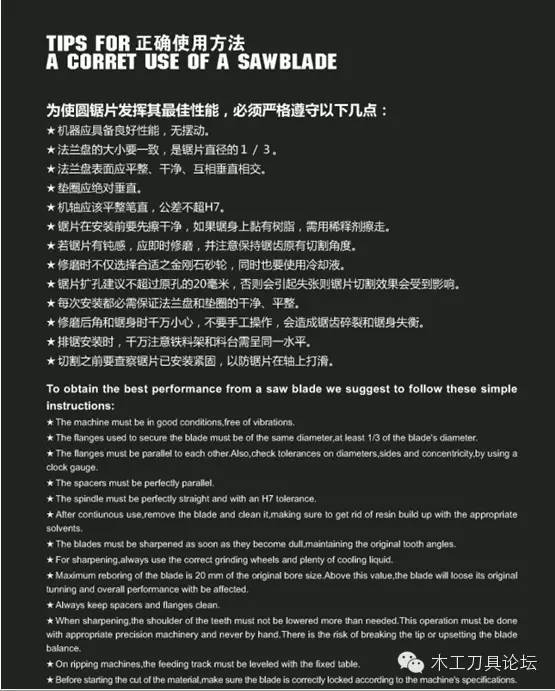
锯片正确使用方法
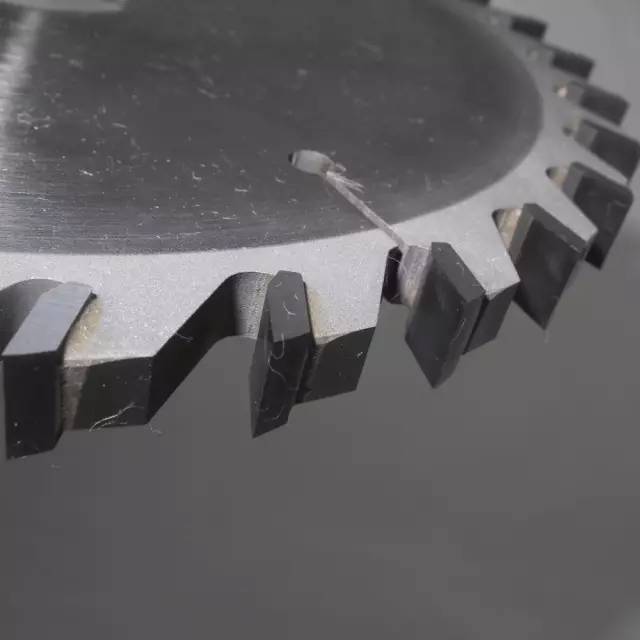
锯片高清大图赏析:


锯片的侧角是切削端面,主要有侧前角及侧后角,上切削副刀刃及下切削副刀刃组成,它们只要负责左右二端面切削及修正。一般为了最佳效果副刀刃都取用0.75o不予大于1o,否则副刀刃切削时起到点切割作用。副刀刃不是起散热作用而是切削作用,侧后角一般宜取用3o,它对锯片散热及减轻切削力提高锋利度起到关键作用,下切削刀刃除散热外还付有减少阻力用途。



后角组成还有后刃角,后角大小决定锯片使用寿命。后角一般不宜大于15o小于时锯片耐用度提高。但过小时切削弧产生限切力,切前后角底端与切物顶死影响切削质量,后角大于18o时刀具锋利不耐磨,使主刀刃在切削时降低切削冲击力,尤其左右齿时特别注意。后刃角主要作用于主切削分量切割,解决切削阻力,均匀解决切削力分布,并视其切削物硬度,粗切削或精切削而定。后刃角一般在11o-13o够为适宜。任何后角都要严格保持最小径跳,便于提高锯片切削寿命。前角及刃前角。


前角是控制切削量,角度越大切削量越大,角度越小切削进给量越小,并根据粗切削或精薄切削而定。刃前角越大切削阻力越小,反之阻力越大刃前角越大仅起单边切削。越小一边主切削,另一边仍可副切削,完全根据切削要求设计,建议一般控制在3o-6o。前角磨得好坏,也关键锯片切削效果,一般自动机械在磨齿时受磨头重压,退刀时产生严重钝角影响主刀刃锋利度,液压自动机它功能具备粗、精、研磨动作能解决克服上述问题。

版权声明:由于部分文章来源于网络,另外有些文章推送时未能及时与原作者取得联系。若涉及以上版权问题,敬请原作者联系我们删除或处理。
木工刀具论坛“zjwoodtools”[微信号]
木工刀具网(http://www.zjwoodtools.cn)-木工刀具行业网站,木材切削加工技术专业交流论坛。本站专注木工刀锯行业各种相关资讯和技术问题讨论,免费发布给关注本平台的粉丝阅读,每日更新图文内容;提供木工刀具业内人员交流讨论的和谐平台,满足访问者行业需求。
承接|刀具广告|软文推广|求职招聘|微信推送
商务合作QQ:157561175
▼ 点下面「阅读原文」进入社区参与评论互动