第1种:
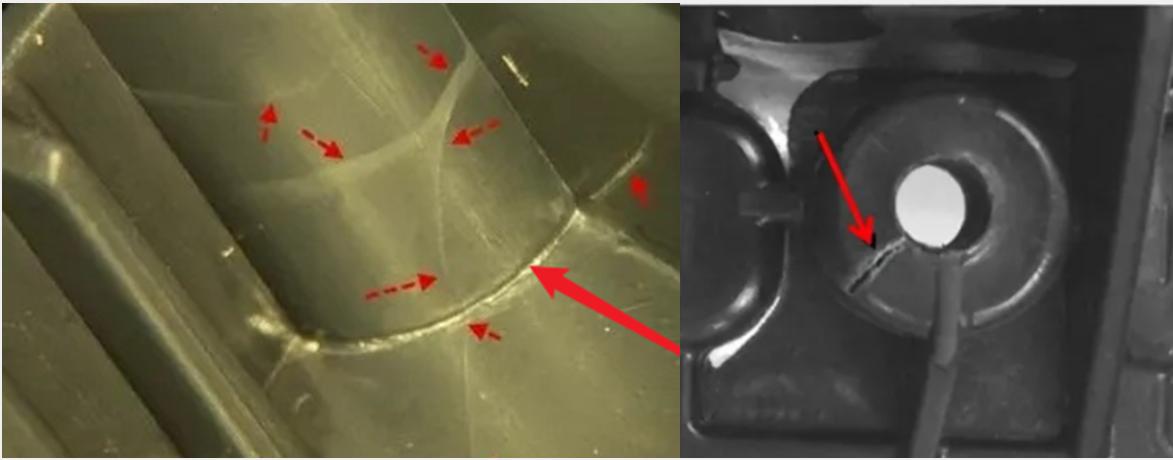
开裂
常见的分析就是检查螺丝孔是否匹配,正常情况下没有加玻纤材料,为标准螺丝孔,加了玻纤的材料螺丝孔要比标准螺丝孔加大0.1~.2mm
先用手动十字螺丝刀来试一下,如果没有开裂的话,就有可能是电动螺丝刀转速太快,或者力度太大造成的螺丝柱开裂。

第2种:
滑牙
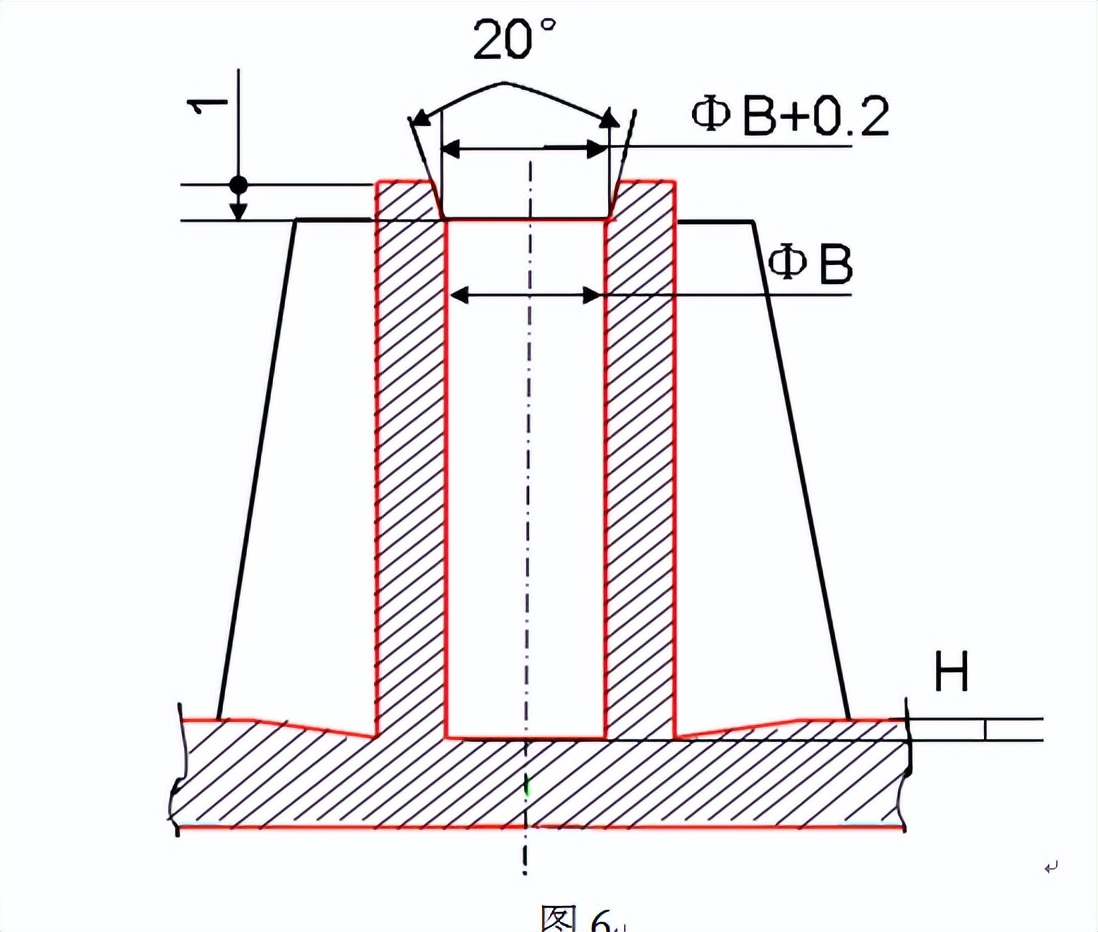
自攻螺丝孔深不够,正常情况下,螺丝孔深要大于4mm
自攻螺丝孔径太大,造成自攻螺丝吃胶量太少,受力后塑料就滑掉了;
自攻螺丝口部没有做倒角,受力后塑胶没有空间排渣,导致自攻螺丝滑牙。
第3种:
螺丝沉头孔根部开裂
沉头厚度不够,正常情况下螺丝沉头厚度要与塑料有平均肉厚一致;
螺丝沉力不均,本来用4个自攻螺丝或者6个自攻螺丝,由于上下壳变形太大,造成自攻螺丝受力点不一致,导致局部螺丝沉头根部开裂。、
第4种:
易打斜
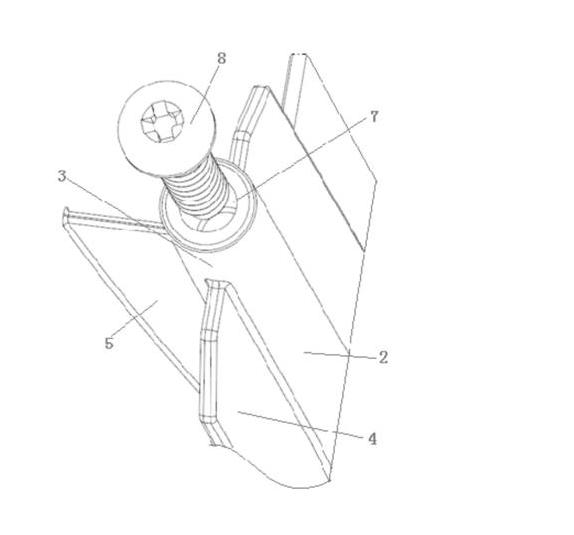
螺丝柱太高,成型后收缩变形,导致螺丝柱就不垂直,造成打螺丝时螺丝偏位;
螺丝孔口部未做C角导向,导致打螺丝时偏位;
螺丝柱口部未与固定壳体定位,导致沉头孔与螺丝柱存在偏差,在打螺丝时易产生偏位;
螺丝柱未做支撑柱,正常情况下螺丝柱高度在6mm以上需要追加2个加强筋,第一防止开裂,第二防止螺丝柱变形。
第5种:
自攻螺丝头易打滑
自攻螺丝孔径太小,造成受力比较大,在打螺丝过程中自攻螺丝头易打滑;
自攻螺丝盘头深度比较浅,在受力后也容易打滑;
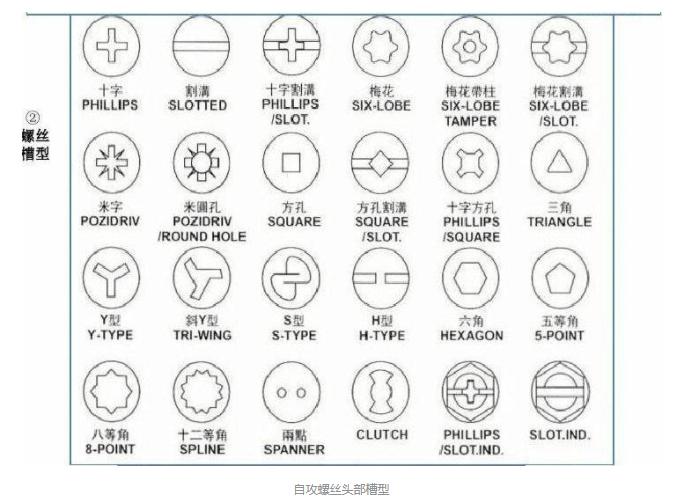
自攻螺丝盘头十字槽与十字螺丝刀头不匹配,在受力后易将螺丝头打滑掉。