在家电产品装配工艺中,注塑件之间的连接常采用自攻螺钉的连接方式,如果注塑螺钉孔在紧固后出现开裂、滑丝等的故障,则对产品质量有重大影响。本文综述了注塑件螺钉孔失效故障的特征、失效机理、影响因素和预防措施。
1 背 景

家电产品部件破坏的原因很多,按其本质分类也较多,但最常见的是三种:
1、机械作用力造成的裂纹与断裂;
2、表面摩擦造成的磨损;
3、化学作用造成的腐蚀。
所以,断裂、磨损、腐蚀是家电产品零件破坏的三种主要原因,也是导致整个产品提前失效的主要原因。其中由于机械作用造成的裂纹与断裂易于察觉且最为明显,因化学作用造成的破坏由于存在不易觉察的特点。从某种意义上讲,造成的损失和危害性更为严重。
家电产品的注塑制品连接常常采用自攻螺钉的紧固方式,如果由于螺钉柱的裂纹、开裂或滑丝会导致产品过早失效,对产品的质量带来了严重影响,为此特对注塑件螺钉柱故障进行资料收集,对现状进行调查,并拟订试验方案进行验证,本文就是根据这些资料编写的一份资料综述。
2、注塑件螺钉柱故障的分析研究

通过查阅资料、现场观察、试验验证、头脑风暴法等方法,从多方面进行分析和研究,得出螺钉柱故障主要有以下五方面影响因素。
2.1 注塑螺钉孔的结构设计
螺钉柱强度太差是装配时开裂的主要原因,具体表现在螺钉柱壁厚过薄、螺丝柱外面没有支撑的筋条,因此在螺钉柱的设计过程中应该注意以下几点:
(1)、自攻螺钉的推进原理不是切削,而是挤压延伸,因此预制孔径的大小,是根据材料性能、厚度来合理选择。塑料件上螺钉孔设计在满足装配及无外观影响前提下,应保证对应部位结构强度,确保尺寸合理。
(2)、在允许的情况下,螺钉柱应尽量低一点,应加一字形或十字形斜筋保证螺钉柱的强度,并考虑防止缩水。
(3)、螺钉柱内径可尽量设计成通孔,减少末端存料应力释放,减少打裂出现。不能通孔情况下,螺钉柱内径需要有足够的深度。
2.2 自攻螺钉的选用
自攻螺丝用于非金属或较软的金属,不用打底孔和攻丝,它可以在被固结的材料上,靠其自身的螺纹,将被固结体“攻、钻、挤、压”出相应的螺纹,使之相互紧密配合,自攻螺钉具有硬度高,螺纹间距宽、螺纹深,表面不光滑等特点。
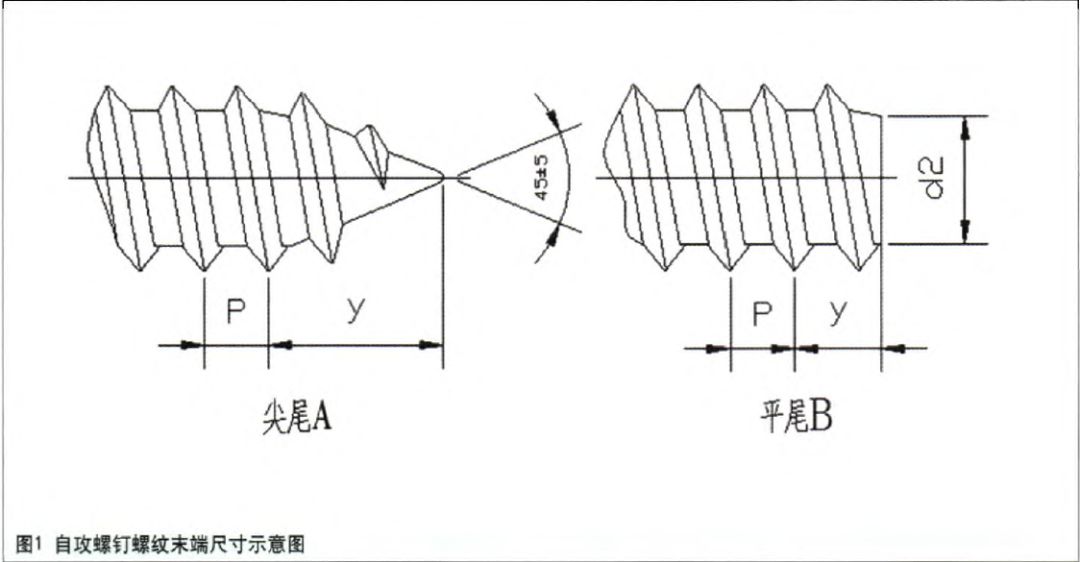
常规情况下,与注塑螺钉孔配合的自攻螺钉选用普通自攻螺钉,其螺纹规格推荐按GB/T5280选用,螺纹末端尺寸如图1所示。
生产中很多螺钉滑丝的问题均为嵌入尺寸过小所致,嵌入尺寸是指螺钉嵌入螺钉柱中的全部尺寸,要保证螺钉紧固连接的可靠性,需要保证其最小嵌入尺寸,其公式为:最小嵌入尺寸H=nP+y
式中:
N--有效螺纹圈数,是指螺纹嵌入螺钉柱中去掉螺钉末端尺寸后的圈数,其n的取值与不同注塑材料的力学性能有较为密切关系;经验证明:HIPS材料制品的有效螺纹圈数n不低于5,ABS、PP等材料有效螺纹圈数n不低于3。
P--螺纹螺距。
Y--螺纹末端尺寸,不同螺纹末端Y尺寸
见图1。
2.3 紧固力矩对螺钉柱的影响
自攻螺丝其所谓“自攻”就是被锁件不需要事先做出阴螺纹以配合螺丝上的螺纹,因为自攻螺丝可以自己一边锁紧被锁件一边在被锁件上做出螺纹,其扭力大的大小会导致螺丝孔爆裂,影响螺丝扭力的因数非常多,下面列出影响扭力大小的部分因素:
(1)、螺丝的直径(Screw diameter):直径越大,扭力需要越大;
(2)、螺丝的长度(Screw length):螺钉越大,扭力需要越大;
(3)、螺丝孔的斜角(Screw hole chamfer):斜角越大,扭力需要越大;
(4)、螺钉孔的脱模角度(Screw hole draftangle):脱模角度越大,扭力需要越大:
(5)、塑胶材质(Plastic material):越硬的塑胶材料,其扭力需要越大;
基于以上影响因素,如何确定电动螺丝批的扭力的大小非常关键,笔者认为决定自攻螺丝紧固力矩的最适当方法如下:
第一步:决定电动螺丝批最小扭力T1.
以经验值选取扭力范围(一般为+/一0.3N/m),用电动螺丝批设定其最小螺丝扭力,锁紧后再用手动方式转动螺丝来检验螺丝扭力是否足够,如果已经无法用手动方式转动,就表示螺丝扭力的最小设定可以接受,如果还可以转动,则表示最小扭力还不够,必须再往上增加,反复测试后可以决定最小扭力。
第二步:决定电动螺丝批最大扭力T2,
最小螺丝扭力决定后,再依据扭力范围(一般为0.5N/m),把电动螺丝批扭力设定到最大值(最低扭力+0.5N),拿10组零件用电动螺丝起子反复锁紧、松开10次后,确认有无任何螺丝孔滑牙或螺钉柱爆裂的现象发生,如果没有,那最大螺丝扭力也设定完成;如果有,则必须将扭力调小后在重复验证。
第三步:确定紧固扭力的最佳值
T=(T2×n+T1)/2
式中:
T2--最大扭力;
N--安全系数,一般取值0.6~0.8;
T1--最小扭力。
2.4 化学溶剂等对注塑材料的影响
我国对塑料最新定义:是“以高聚物为主要成分,并在加工为成品可流动成型的材料”,聚合物的化学反应的主要特点:基团的反应活性低,反应产物具有多分散性,并且常常伴随发生交联和降解的副反应。前期研究表明:许多聚合物含有双键,因而能与许多化学物质(如氧、臭氧卤素和卤化氢等)发生化学反应,臭氧甚至氧都能使双键发生断裂,从而使聚合物的分子量降低。
现场调查发现生产中可能会接触到某化学溶剂,特制定了以下实验验证方案:
试验目的:验证生产中可能接触到的某化学溶剂是否跟这些注塑材料产生反应。
试验对象:生产常用不同种材料、同一规格的螺钉柱的注塑零部件各3件。
试验准备:紧固用力矩风批1把,力矩值2.0+0.1N/M;自攻螺钉;装配中可能接触到某矿物油50ml。
试验步骤:
(1)、取样,收集空调注塑件常用的零部件,材料主要有:ABS、PC、HIPS、PP等;
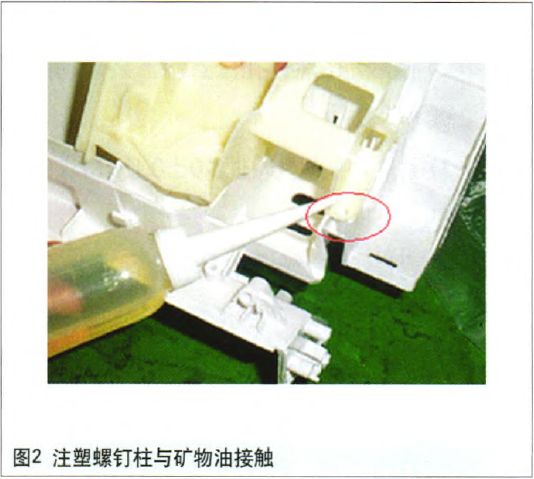
(2)、接触,在螺钉孔位置滴上某矿物油溶剂l~2滴,见图2;
(3)、紧固,用力矩风批2.0+0.IN/M螺钉紧固,见图3:

(4)、观察:打完螺钉lH后将螺钉拆下,把样件静放并密切观察螺钉柱和螺钉孔处的变化情况,开裂故障出现,见图4;具体螺钉柱开裂随时间变化趋势,见表1。
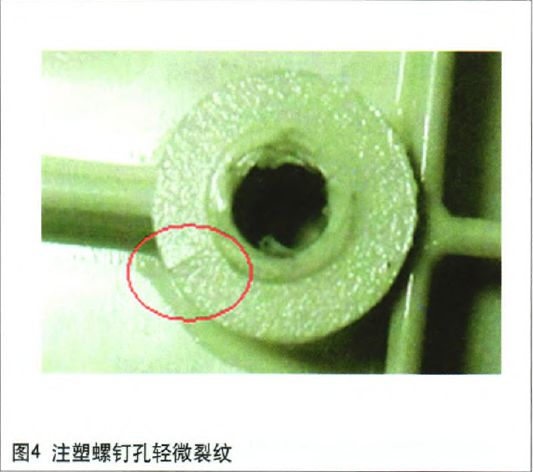

实验数据表明,使用ABS材料的螺钉柱经过某矿物油接触打自攻螺钉后,随着时间的推移会发生开裂现象。
资料研究表明,ABS树脂呈不透明的微黄色颗粒或粉末状,其化学性能ABSfl%耐水、无机盐、碱及弱酸和稀酸,但不耐氧化性酸,如浓硫酸、浓硝酸等。大多数醇类、矿物油等化学介质与ABS长期接触会引起应力开裂,但对无内应力制品的影响不大。
通过上述理论和试验证明,部分塑胶材料受化学性能影响较大,容易产生化学反应,螺钉孔与部分化学物质接触后,会引起螺钉柱应力开裂。
2.5 注塑熔接痕缺陷的影响
熔接痕是注塑生产中常见的缺陷之一,有资料表明01熔接痕的存在使ABS制品力学性能损失约10%~30%,PMMA和PS*I]品力学性能损失约30%以上。
因此,注塑熔接痕缺陷是导致螺钉柱开裂原因之一,通过对注塑熔接痕的形成机理研究,主要有以下几个方面的影响因素。
(1)、制品和模具的结构
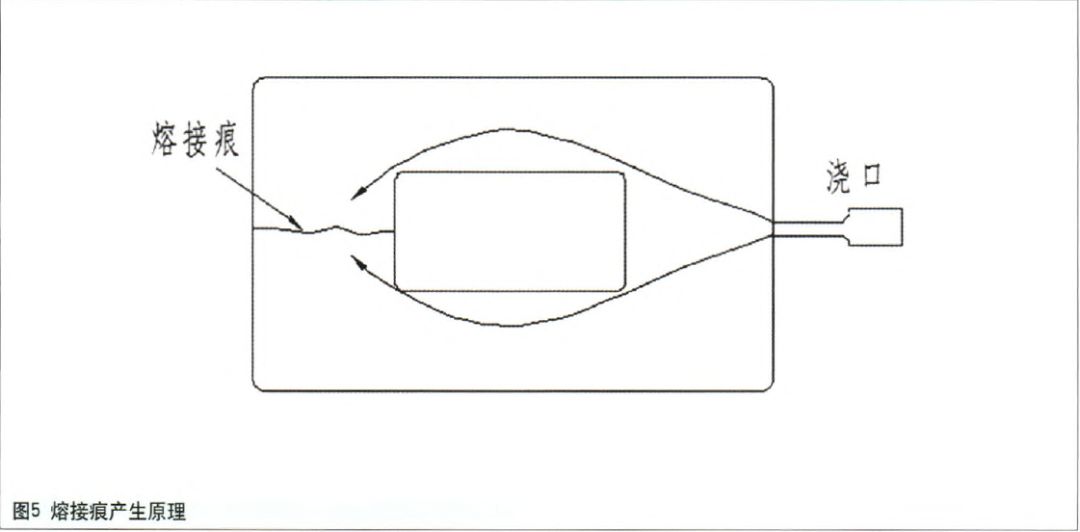
熔接痕产生的部位与浇口,制件形状有关,螺钉柱中空的结构必然会产生料流分支,其故障特征为塑件表面的一种线状痕迹,是由注射或挤出中若干股流料在模具中分流汇合,熔料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹,见图5。熔接痕损坏制品的力学性能有受载后断裂的安全隐患。
(2)、注塑成型工艺参数的设定
如果熔料流动性不足,熔接处的熔料温度将更低,并且压力损失也大,势必使熔接痕明显、强度下降;因此选择合理的工艺参数使熔接痕仍在原来的位置上,尽可能使之不明显,以减少对外观及强度的影响,其中温度、压力和流动速度等对熔接痕的影响最为明显。
(3)、模具表面脱模剂的影响
当模腔表面涂有脱模剂时,一旦被熔料运送到熔接处,因脱模剂与熔料相互不熔合而产生熔接痕。当使用含硅脱模剂时,这种现象更严重。如果这种熔接痕粗重,往往使制件变得脆弱,并且易开裂。
3、关于螺钉柱失敛的预防措施

(1)、重新组织验证检讨、细化螺钉柱的设计规范,对螺钉预制孔内外径、结构标准等进行修订和完善。
(2)、选用合理的自攻螺钉,根据最佳紧固扭矩的确定方法,研究给定各种结构尺寸、注塑材料、自攻螺钉的力矩标准,确定设计规范后监督执行。
(3)、对注塑件在生产、装配、包装、运输中可能接触的清洗剂、挥发油、矿物油等化学物质进行调研(其牌号、主要成份和特性、生产厂家)和取样试验,了解其注塑材料与各种化学溶剂腐蚀的倾向性。
(4)、从熔接痕的形成原因而言,要完全消除熔接痕对大多数制品困难很大,但是通过从结构上合理调整塑料制品的结构和壁厚,从模具设计上可以通过更改模具进浇方式、浇口位置或数量等方式,从注塑成型工艺上可采用对充模速度、注射温度和模具温度等工艺参数的优化等方式,可以实现熔接痕位置和强度的控制,降低熔接痕对制品质量的影响,使制品力学性能满足设计使用要求。
(5)、收集国内外有关资料,特别是有关预防措施的信息,与家电行业和注塑模具制造行业开展技术交流。