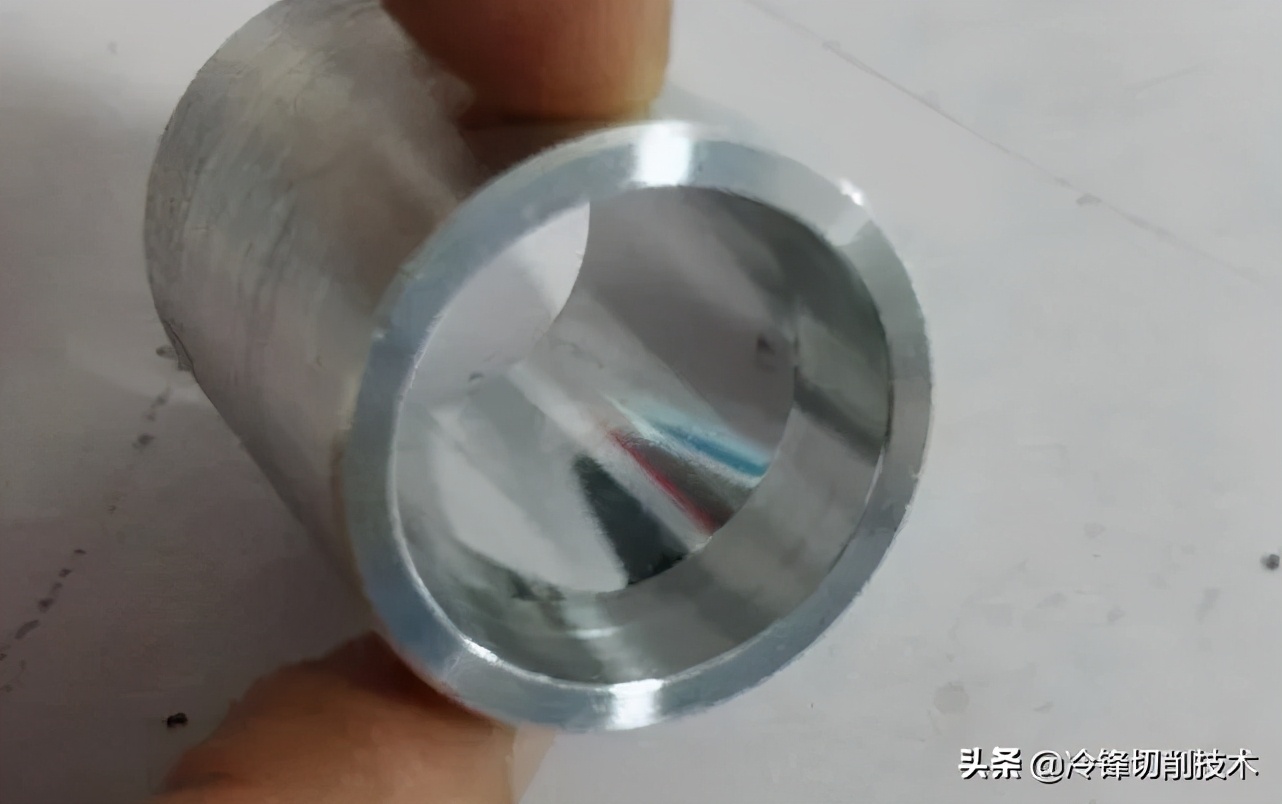
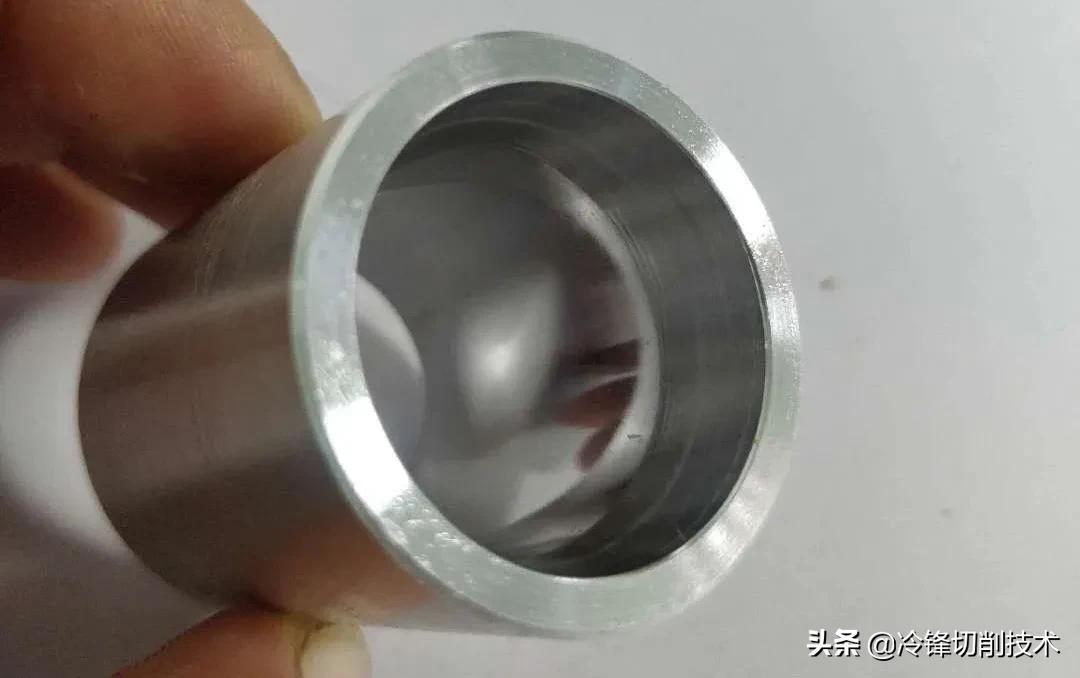
客户加工一个铝孔,内孔直径D25,孔深50,公差0.02,粗糙度要求Ra0.2。下面是加工好的工件。
工具使用2天后,抽检4件。检验粗糙度Ra0.044/Ra0.034/Ra0.046/Ra0.05。




其实客户师傅的师傅都没有解决这个问题,客户一位刚毕业小伙给解决了,只因买了下面这把滚压刀。直径大小可调,可调范围-0.01-+0.03.

其实这种刀好多人在用了,直柄锥柄都有,也不贵,千把块钱。

内孔滚压刀私信
¥2000
购买
感兴趣也可私信我们技术人员
PS:关于滚压前粗糙度和尺寸的要求
- 1.滚牙前粗糙度。
- 滚压头加工是在金属表面碾压的加工方法。前加工的表面形状对滚压后加工面有很大的影响。利用车床或铿床,可获得均匀的、有规则的单向凹凸的加工面,从而使滚压后达到最佳的精密加工面。钻孔加工或较加工的场合,由于局部产生深的加工伤痕,伤痕部位滚压困难前加工尺寸。
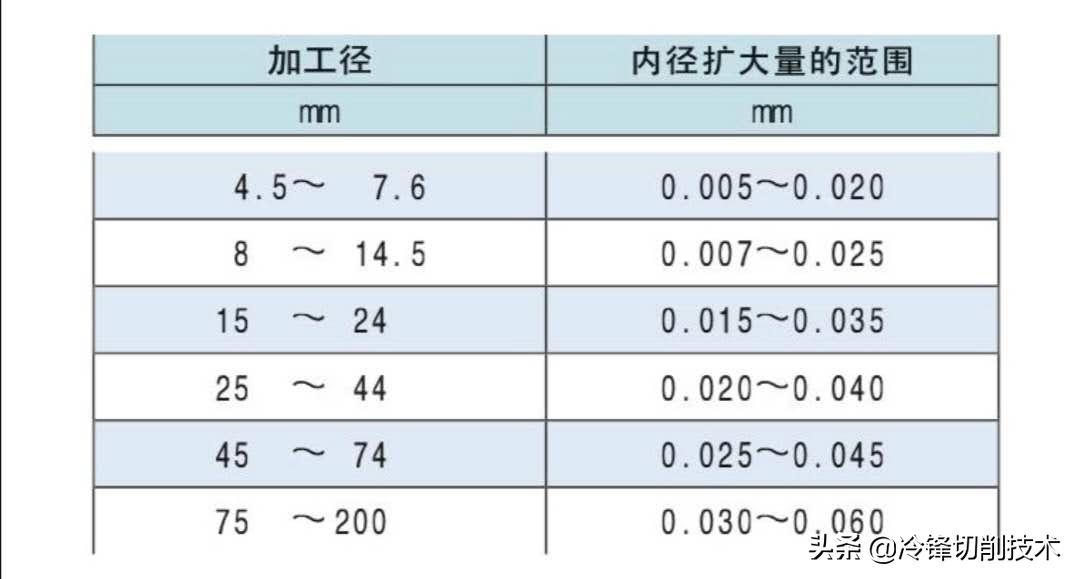
- 2.滚压前尺寸
- 对于滚压头加工来讲,工件直径的变化仅是金属表面的压入量。(外径滚压加工后缩小)为保证既定的加工公差,考虑到直径的变化量,前加工留余量是必要的。内径的变化量是随着材质,硬度,滚压量变化的。开始用2~3个加工件做实验,最佳的加工参数决定后,再连续加工。