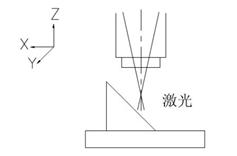
三维激光切割过程中,光束焦点与切割板材表面的相对位置对切割的质量影响很大,正确调节焦点位置非常重要。一般可以通过改变焦点试切,或者通过在有机玻璃上打点的方法来直接获得最佳焦点位置。焦点位置确定以后,调节激光切割头下部的调节螺母,将喷嘴调节至板面距离在1mm之内,切割头焦点位置的调整就完成了。切割头与板面的相对位置变化后,切割头及传感器的零点也需相应改变,微量调节可以通过机床数控切割高度来完成;调节量较大时,就要调节传感器与支架的相对位置来完成焦点的调节。做此项工作时,要小心认真,否则很容易产生切割头下撞,造成零件的损坏。
寻找焦点的方法
1.利用三角块寻焦点。
(1)在良好的平面上固定三角块。
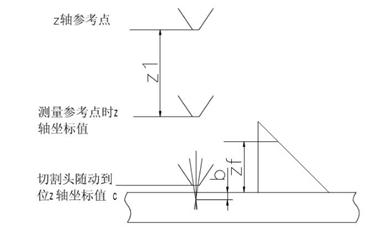
(2)将喷嘴拆下,移动Z轴高度,只要不与三角块干涉即可。此时数控系统上显示坐标值为z1。
(3)利用低功率,移动Y轴,此时在三角块上面会有烧熔的裂痕,如图所示。
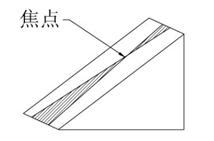
(4)移走三角块,装上喷嘴。求得焦点离平面距离为zf。
(5)如果切割参数为:割嘴在工件表面上方a,焦点在工件表面以下b处,调整Z轴随动装置,使Z轴在随动状态时,停留在坐标位置c上。C=z1+zf+b。
2.目前在工业生产中对焦的简便方法有三种 :
(1)打印法:使激光头从上往下运动,在塑料板上进行激光束打印,打印直径最小处为焦点。
(2)斜板法:用和垂直轴成一角度斜放的塑料板使其水平拉动,寻找激光束的最小处 ( 切痕最小 ) 为焦点。
(3)蓝色火花法 : 去掉喷嘴,斜向吹高压空气,将脉冲激光打在不锈钢板上,使切割头从上往下运动,直至蓝色火花最大处为焦点。