我们知道TP 在绑定的时候会出现绑定位气泡,而绑定位气泡会带来TP功能不稳定性,也许是TP用了不到一个月功能就出现问题了,所以绑定位气泡是一个让工艺工程师非常头疼的问题,那么怎样其避免气泡的问题发生。我们来看一下几个实例。
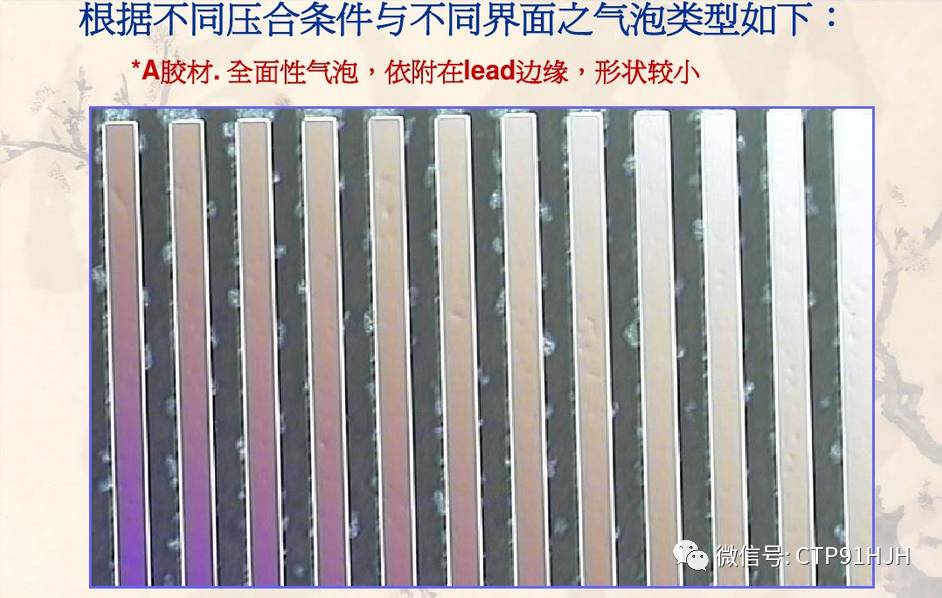
图片一:
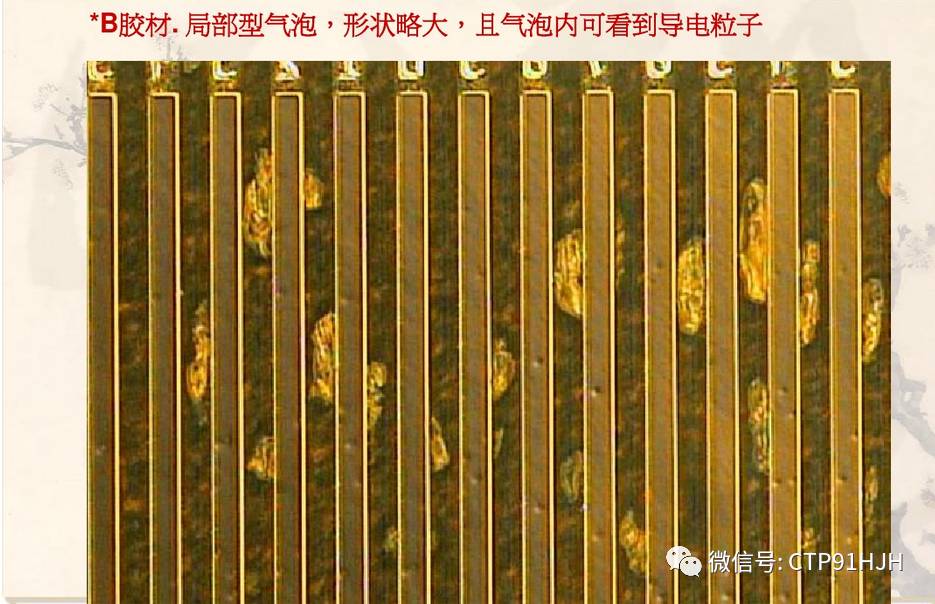
图片二:
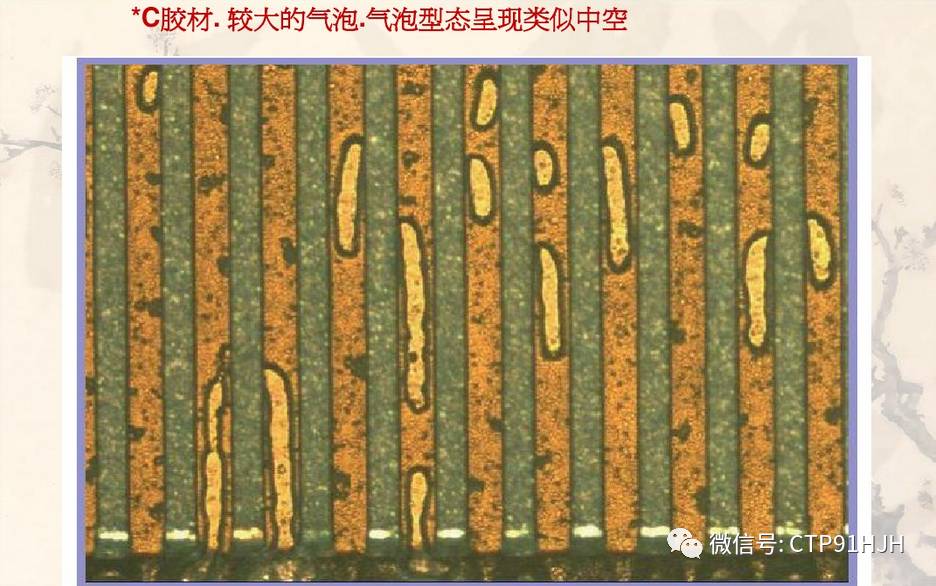
图片三:
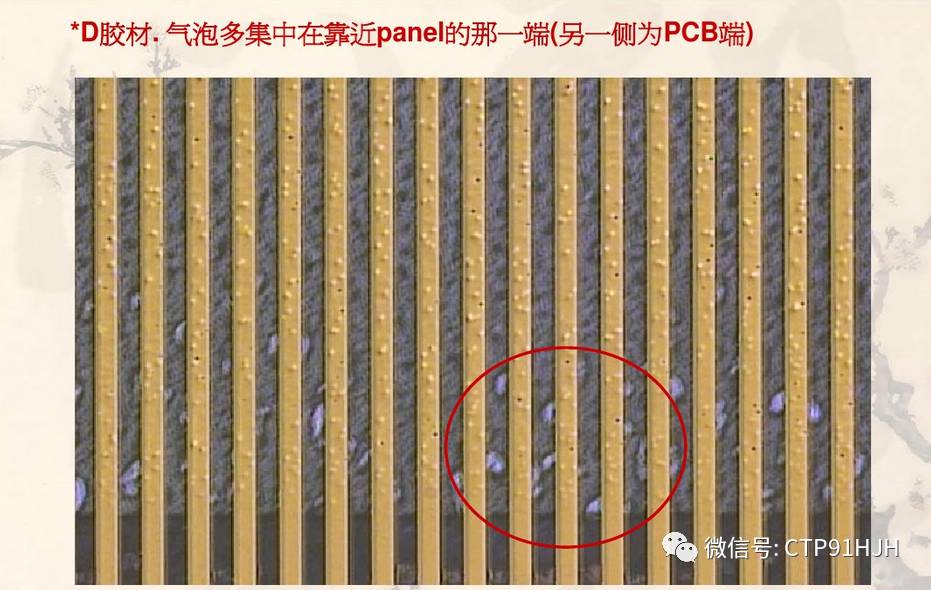
图片四:
分析上面各类型气泡可能发现的原因:
(1)因ITO与FPC。空隙级高度不同造成ACF胶材无法全面填满所有空隙。《C胶材》
(2)ACF胶材受设备拉力影响或者Teflon,Silicone rubber等材质的不同也会因 “排胶不良”造成气泡 《B胶材 D胶材 》
(3)不适当的ACF PRE-BONDING 和MAIN-BONDING 的温度,压力条件因素造成气泡《A胶材 B胶材》
(4)BONDING HEAD 头水平不均 <D胶材>
下面我们来总结一下造成绑定位气泡的主要原因
(1) 首先确认用什么热压机?恒温还是脉冲的?
(2)检查 热压机的 温度,时间 参数设置,
(3)检查压力设定,; P/ \* K% b( J8 {1 o/ c$ r P
(4)检查温度加热曲线,
(5)检查硅胶片,
(6)检查ACF (是否过期,受潮,溢胶、沾灰尘污染,ACF技术指标 ),
(7)检查刀头与屏体之间在压合是是否留足有效间隙?
(8)测试微调 压着平台平坦度。
(9)检查压缩动力空气是否有水,
(10)检查压着平台和压头加压气缸机构是否有螺丝松动。. _. y$ c) )
(11) 检查sensor屏体AG bar 表明是否有比较明显的丝印网格印和表明干燥脱落等。
结论:气泡反生的原因有很多,且形态也不同,至今无法有效的解决,一般可有限的改善方法;
(1)调整ACF 压合的温度 时间 压力
(2)调整热压头平整度
(3)选择好的TEFLON SILICONE RUBBER 等材质。
汇顶(GOODIX)IC 调试课程25课时全部结束