近几年来,电梯已经成为城市中重要的垂直交通工具,电梯的数量也成倍增加,各个电梯厂家也在进行着电梯降本节能工艺开发和研究,本文将结合现场检验对一款电梯层门的降本节能进行分析,对改进的层门强度进行检验,并按与国家标准GB7588和第一号修改单有关层门强度要求进行校验和分析。
随着经济的增长和人们生活水平的提高,如今的房屋已经越建越高。而电梯作为贯通楼层的服务设施与人们的生活息息相关。但是在一些老旧的小区,为了方便孩子、老人和行动不方便的人群能轻松上下楼,都在进行电梯的加装和老旧电梯的改造,因此电梯在数量上又一次出现了爆发性的增长,电梯制造厂商们也感觉到这不仅仅是一次机遇也是一个挑战,纷纷把降低制造成本放到了首位,以此来提高生产效益。
电梯原材料基本情况和改进设想
以钢铁为原材料举例分析,钢铁的价格也在不断变化,1.5mm板厚的冷轧板4750(元/吨),1.2mm板厚的冷轧板3960(元/吨);1.0mm板厚的冷轧板3740(元/吨),本文将通过改进层门板厚的方法将1.5mm板厚的层门降低为1.2mm板厚的层门,同比钢材每吨大约可节省790元,以一台6层电梯为例,根据楼层大约需要3吨左右的冷轧板,计算可得每台电梯可节省2370元,以该厂家每年可制造6万台左右电梯产量计算,一年大约可节省1.4亿元,起到了明显的降本节能的目的。

图1 改进前层门
改进方法
从电梯制造厂家得知,电梯层门一般由门扇、门滑轮、滑块、门导轨架、地坎等组成。层门在受到外力撞击的情况下,层门门板将向井道内弯曲变形。现将1.5mm板厚降低到1.2mm,为了确保层门在机械强度方面的要求,现在电梯层门中间位置增加激光焊接的加强筋,以此来有效增加层门的抗撞击强度。改进前后的电梯层门如图1、图2所示。

图2 改进后层门

图3 机器人加工
层门的整个加工过程,由一条层门加工流水线和一条激光焊接流水线组成。其中还有6台KUKA机器人负责层门的搬运,焊接、堆垛,大大减少了人力,从而也起到安全节能的效果。图3为机器人流水线加工图,图4为激光焊接机器人加工图。

图4 激光焊接机器人加工
经过和电梯制造厂家探讨试验和计算得出,层门加强筋的安装位置与层门的宽度有关,其下端安装位置公式T4F=995-[(JJ/2+30)/2-20]×1.732,上端安装位置公式T5F=995+[(JJ/2+30)/2-20]×1.732,JJ为层门的宽度,加强筋的安装位置使层门装置不丧失完整性,并在受到大于1000N冲击力时仍然能保持在原有的位置,从而满足了国家标准GB7588和第一号修改单相关层门强度要求,同时也起到了降本节能的改进,图5为电梯层门加强筋安装位置图。
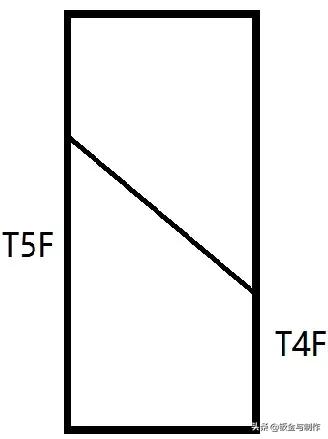
图5 电梯层门加强筋安装位置
电梯层门强度试验方法
电梯层门撞击试验使用重量为45kg的软摆锤,目的是不破坏电梯层门表面装潢,并作用于不同宽度、不同材质焊有加强筋的电梯层门,a)对于层门面板或门框,摆锤的试验高度为800mm,摆锤的撞击位置在层门宽度方向的中点,高度位于层门设计地面上方(1.0±0.1)m处,试验材料为1.2mm的板材,其宽度规格为800mm、900mm、1000mm、1100mm、1200mm、1300mm,试验材料为:SPCC、SPHC、SUS304、804-GG。试验所得数据:板厚永久变形均小于1mm、弹性变形均小于15mm,都满足了国家标准GB7588和第一号修改单相关层门强度要求,如表1所示,图6为摆锤试验现场图。
表1 试验数据(mm)
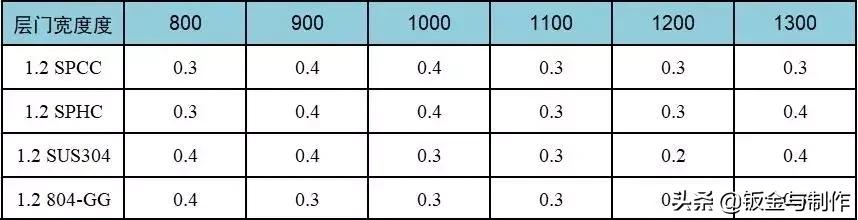
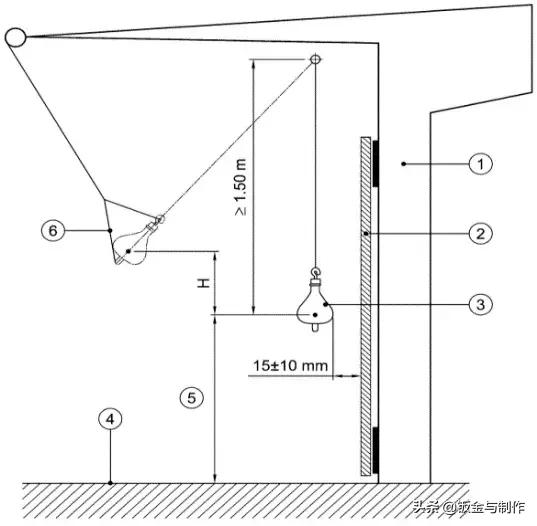
图6 摆锤试验现场
总结
电梯1.2mm板厚层门摆锤试验作用于不同板材、不同宽度的层门上,其试验数据都在GB7588和第一号修改单的范围内,永久变形不大于1 mm;弹性变形不大于15 mm; 试验后,电梯层门的安全功能不受影响。此项电梯层门关于加装加强筋的降本节能方法简单且高效,其机械结构简单,生产成本也较低,值得相关电梯厂家推广。
结束语
在今后的电梯制造行业中,老旧电梯加装改造的数量将会是一个不断增加的趋势,其数量已经在直线上升,电梯的产能更是高效增长,降本节能已经成为每个电梯制造厂家的首要目标,此项电梯层门的改进,不仅满足了GB7588要求,同时也符合“第一号修改单”新增加的层门强度要求,并且也能减少因层门强度不够脱落坠落造成的故障,此外大大的减少了电梯的生产成本,起到了一举三得的作用。未来期望电梯制造单位能够开发出更多的电梯节能和安全的设计,让乘客在乘坐电梯时,能感受到安全和便利。
——摘自《中厚板加工》2019年第1期