AOI整体介绍:
自动光学检测(AOI)是应用最广泛的无损检测方法之一,它有助于确保组装PCB在运送给最终客户之前发现制造过程中产生的缺陷。假测问题已成为提高AOI潜力的关键目标之一。功能电路板的自动光学检测对于希望保持高生产率的制造商来说至关重要,小型化组件和更密集的电路模式和全天候连续生产操作。很明显,操作员已经不能满足生产过程工艺能力的要求。
AOI有着广泛的应用,与电气测试设备相比,AOI的总体优势包括其非接触测量能力和灵活快速的编程。局限性包括只能检测到可见缺陷,尤其是由观察到的视觉差异引起的“假呼叫”的发生,这可能对使真正的不良品逃出到下一个工序或者客户。造成非常严重的后果。
自动光学检测系统是在上世纪80年代作为人类视觉检测的替代方案引入的,随着光学检测技术的进步,AOI作为产品验证和质量管理策略的一个组成部分早已成熟。市场上现有的AOI系统可以在任何制造过程后进行检查。但由于成本效益,AOI主要处于以下位置:
a) after paste printing - AOI锡膏印刷检测
b) after reflow soldering - AOI炉后焊接检测
c) after wave soldering - AOI波峰焊后焊接检测
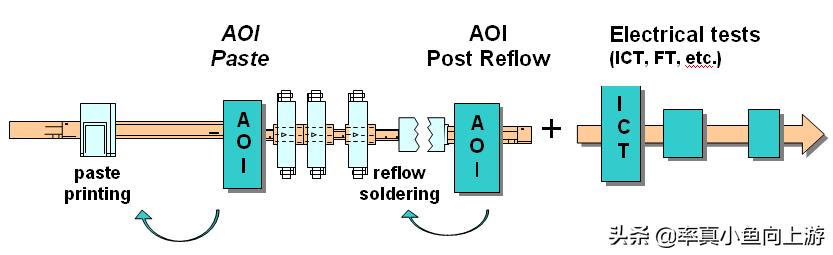
AOI工序在生产中所处位置
据估计,全球有超过72%的AOI机器都在回流焊后阶段使用。并且超过82%的故障(锡球、,组件错位、短路)可能是通过回流焊后放置的AOI系统检出,所以本章我将专注于对炉后AOI的误测率的优化方法分享。
1.AOI 操作系统的介绍:
光学检测技术发展到今天,传统的2D检测已经被3D检测系统所取代,3D检测典型的特征是有一个顶部标准相机和4个角部相机组成,3D相机系统设计体现最大限度的取得PCBA电路板上元件的特性特点用于分析。
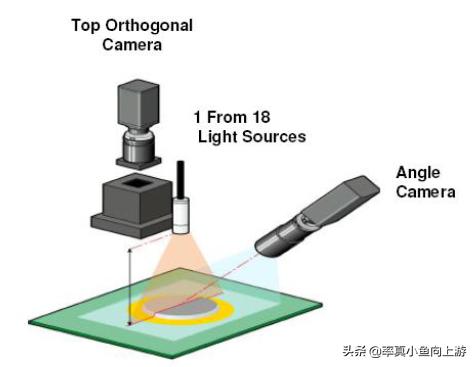
3D AOI光学系统原理
3D光学检测的缺点是检测结果更多的是受PCBA表面光洁度和反射率的影响,3D AOI报造的不良,还要经过QC操作员的复判,由QC操作员判定是一个真正的不良还是一个AOI的误检,这样就对QC操作员提出了更高的要求,当一个操用员累了,或者是没有经验及不熟练时,也有可能会出现人为错误。作者分享误测的改善方法就是为了把AOI的误检影响改善到最低。
2.AOI 误测概念:
所谓False call(false alarm)就是说AOI检测的错误在现实中不存在,AOI的误判通常有两种情况,一种是将好的产品判定为不良,不良坏项经QC操作员复判测有发现问题,这种称为误测,别一种是将本来不良品判定为良品,不良坏项测试被AOI检测到并让QC操作员复判确认,不良品走向下一工序或者逃逸到客户端,这种问题称作“逃逸”。一般会造成不好的后果。
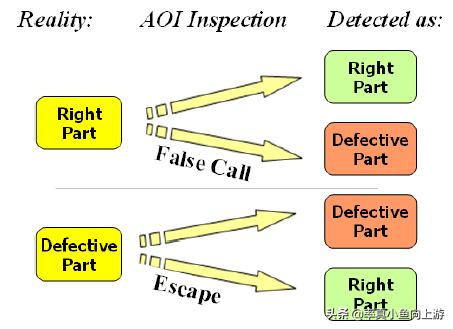
误判和逃逸的不同
3.AOI 的检测过程:
AOI的检测过程依赖于有经验的编程方法,它是根据统计的灰度值和检测的体积量判断所检测元件和好坏。AOI系统在检测过程中面临巨大挑战。由于机械、环境和操作员不断变化,造成影响到统计结果的阈值发生变化,这样造成和误测的结果。还有频繁的生产线转换,引入的电线号和光信号产生的干扰,都对AOI测试产生不可能预测的影响。
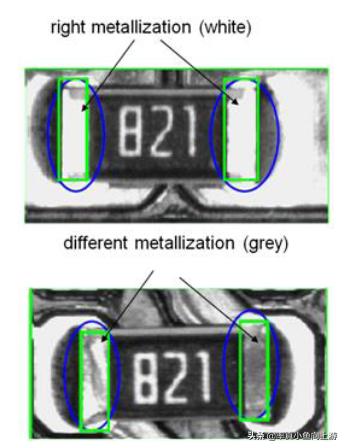
光线对测试灰度值景响的例子
4.误测率的定义:
False Call Rate=FCR

FCR 定义
1 Number of false calls (c1) =AOI的报出的不良被员工判定为OK的统计数
2 Total amount of tested signs (a1).=总共测试的数量。
5.AOI误测的影响因素:
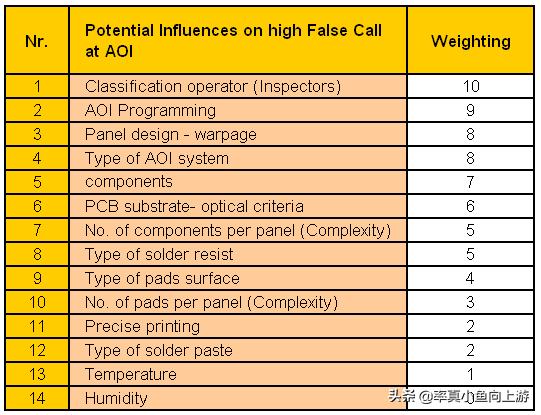
影响AOI误测的因素
基于行业内的分析数据结合进的方差分析,得到下面的7项对AOI检测有严重的影响:
1. Volume (boards/year) has influence on FCR-产量对FCR有影响。
2. Complexity (pads/cm²) has influence on FCR-每平方厘米的joint数对FCR有影响。
3. Complexity (comp./cm²) has influence on FCR-每平方厘米的元件数对FCR有影响。
4. Reproducibility of components has influence on-元件的再现性对FCR有影响。
5. Warpage (bending of panel) of panels has influence on FCR-板弯曲变形对FCR有影响。
6. PCB substrate and - solder resist - optical criteria has influence on FCR-PCB基板和焊锡光泽度对FCR有影响。
7. AOI program has influence on FCR-AOI的程序开发对FCR有影响。
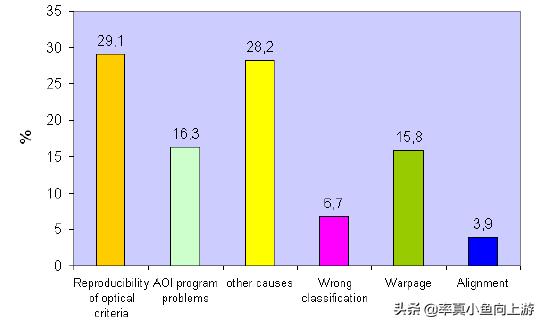
AOI FCR的影响
光的属性,AOI程度开发,板变形翘曲,错误的分类和元件移位是AOI误报的主要原因。
6.AOI误测的改善方法:
- 对AOI的操作员进行频繁的培训,以强化他对于AOI的检测的判定。
- 为了减少元件封装、PCB基板、焊料和颜色变化的影响。
a) 设置颜色变化的标准。b) 使用带3CCD(there charge coupled device)彩色相机和3色半球形LED阵列光源的AOI系统。采集的图像中不同的颜色反映了不同的焊料表面信息,像素灰度值的变化对应于倾斜焊料表面的变化趋势。c) 引入24位彩色数据处理,并引入其他技术,如同轴照明。
3.AOI检查窗口优化。定义任何给定组件或摄像机的可接受公差窗口,测试多个“良好”板以定义可接受范围。
4.实现并应用高误报率自动检测。
5.确定设计规划。PCB设计考虑对AOI测式的影响,两个元件的安全距离G>=1.2H。充分考虑拼板设计时板变形变曲的影响。按单个PCBA产品进行记录数据,有利于分析。
6.设定标准。
a) 在AOI测试程序或者测试步骤加入管控,以防止AOI漏测试步骤。
b) 自动将产品数据直接从AOI系统传输到信息系统。
7.结论:
基于汽车电子公司数据进行的分析和AOI专家的经验,创建的AOI误测的优化方法。在8个汽车电子项目中的改进在实施结果来看,10个月内误报率总共降低了56%。
如果你认为作者的分享对你有所帮助,请帮助 点赞+关注+评论 ,作者将持续不断的努力为你分享更多精彩内容。