汽车内饰主要由塑料件构成,而超过70%的塑料件是通 过注塑模具加工成型,可以这么说,注塑模具的质量决定了汽车内饰件的质量。
注塑模具的生产原理是,将熔融的塑料粒子通过高温高压注射进按照产品外形加工成型的钢铁腔体内,冷却后打开腔体即可得到所需形状的产品。塑料粒子冷却时要释放大量热量,如果不能及时地将这些热量排出模具腔体,会导致诸多产品缺陷,如产品有色差、表面烧焦、翘曲变形等,极端情况还会导致模具咬死甚至报废。
为了解决这个问题,一般模具的做法是在模具型芯和型腔中加工横向或纵向的水路。一 般情况下,水路与成型产品的距离控制在20mm左右,水路中通冷却水,通过水的流动来达到散热的目的。但这种散热方式有一定的局限性,它只适用于产品造型空间足够布置水路的 模具。随着消费者对汽车功能件的要求逐渐提高,越来越多的产品造型无法满足模具水路的布置空间要求,普通水路无法将模具产品冷却均匀,外观质量和尺寸无法保证。
本文根据副仪表板储物盒产品造型的特殊性,通过引入冷却棒来优化模具的冷却系统,最终达到提升产品质量和成型周期的目的。

产品设计详情
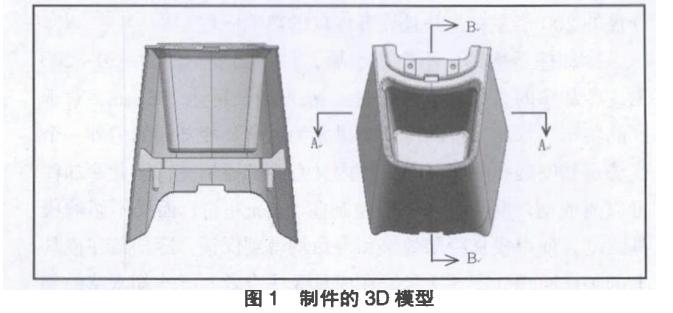
副仪表板储物盒侧面和正面的3D实体模型如图1所示, 该产品的材料为PP-T20,最大长度为209mm,最大宽度为246mm,最大高度为215mm,为了满足产品皮纹的腐蚀要求,产品3个侧面设计了6度的脱模角。该产品装配在换挡机构的正前方,产品的上部与副仪表板主体笨件通过卡扣连接, 下部与地毯匹配,中部与车身支架通过定位销连接,整个产品的尺寸精度要求较高。产品正中间的储物盒设计是为方便驾驶 员存放手机、钥匙等物品,由于产品外观面正好处于驾驶员的侧面,因此对产品表面要求高,不能有明显瑕疵。
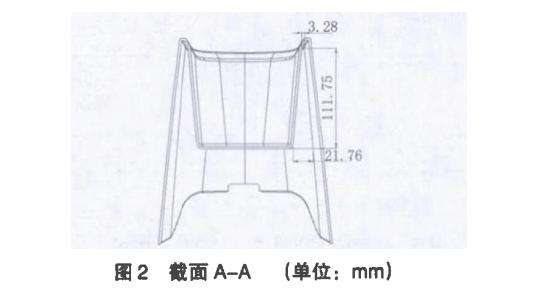
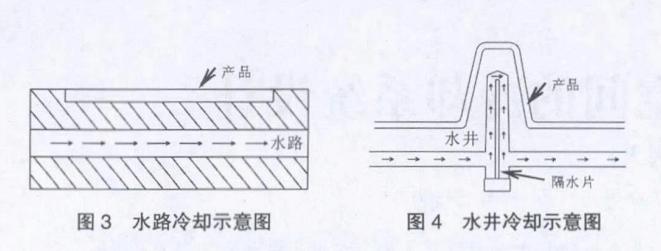
在产品设计过程中,为了使储物盒空间更大、更实用,储物盒内壁与产品外壁的距离不断被压缩,最终产品造型的截面如图2所示,储物盒内壁与外壁的距离最小处为3.28mm,最 大处为21.76mm,两处的高度差约111.75mm。由于产品周圈三面封闭,储物盒侧壁的缝隙无法布置普通的水路冷却(如图 3所示),产品外观质量无法保证;如果局部采用水井冷却(如图4所示),由于储物盒内、外壁之间呈锥形分布,最大端的距离只有21.76 mm,因此模具型芯无法布置较大直径的水 井,并且水井底部与产品的距离也远远大于20mm,而无法到 达冷却效果,模具局部的强度还会因为水井钻孔的原因,而降低。鉴于以上原因,我们将在储物盒模具的设计中采用冷却棒的方案来解决产品的冷却问题。
模具冷却系统设计
1冷却棒介绍
模具冷却棒是由特制的紫铜管加入网状管芯后再加入一定量的冷却液精制而成,其工作原理如下:冷却液在封闭的管内吸收外部热量而挥发,挥发的冷却液因气压差而向低温端移动,在低温端释放热量后液化,液化的冷却液因网状管芯的吸力作用又返回高温端,只要在冷却棒的合适位置接通冷却水, 使之成为低温端,冷却棒就能通过冷却水将热量吸收后排出去,从而实现高效的热传递模式。这种热传递模式是铜的热传导性的200倍左右,并且有优良的热响应性。
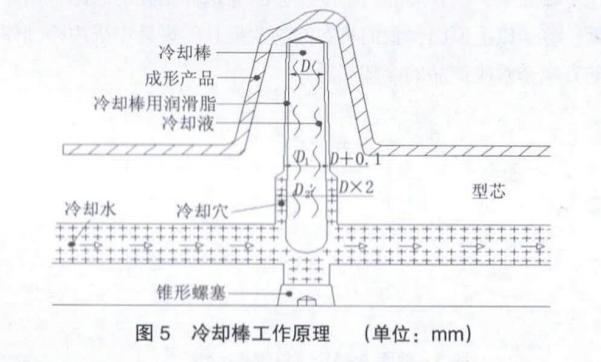
冷却棒不生锈,不产生水垢,使用温度范围为-50~200 °C,冷却棒的直径最小为2mm,长度最长可达225mm,对于产品狭窄、深渊部位的冷却效果尤为显著。冷却棒的另外一个优势是其安装孔的宜径小,孔内又有冷却棒填充,因此冷却棒 可以离成型产品更近(一般控制在5 mm左右)而又不影响模 具强度,使得模具冷却效果和寿命均得到保证。冷却棒在模具 上的工作原理如图5所示,在模具无法有效布置冷却水路的部 位,加工与产品面近似平行的工艺孔(直径为D1),在冷却棒表面涂抹润滑脂(润滑脂可以提高冷却棒的热传导性且可作为 冷却棒拆装的润滑剂),然后装入工艺孔,在装入工艺孔的冷却棒下部加工一个冷却穴(直径为D2),冷却穴与模具冷却水路相通,这样冷却棒的下部就成为散热系统的低温端,注塑产品释放的热ht就可以通过冷却榨这个媒介,被冷却水源源不断 地吸收后排出去为了达到最佳的冷却效果,冷却棒的相关尺寸要求如下:
D1=D+0.1 mm (方便冷却棒的拆装且不易脱落)
D2=D x 2 (保证热虽传导的快速性和可靠性)
2模具冷却系统的设计
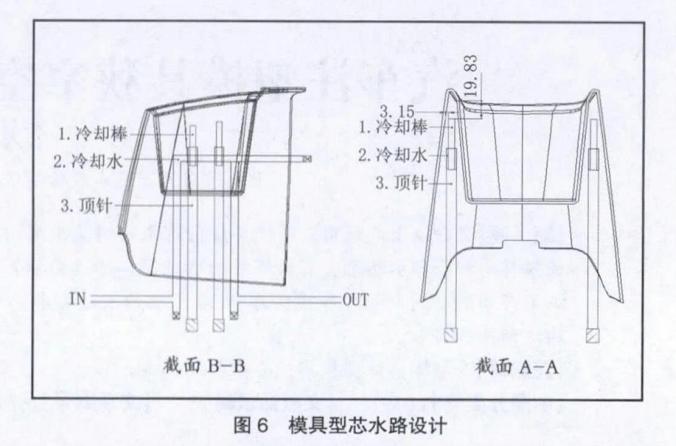
副仪表板储物盒模具型芯冷却系统的详细设计如图6所示。
4根直径为6mm的冷却棒(编号1)通过顶针(编号3)固定在工艺孔中,冷却棒的下部与冷却水路(编号2)相通,冷却水路又与外部的循环水路相通。通过冷却棒的作用,副仪表板储物盒狭窄侧壁间积聚的热量被循环冷却水吸收并排到模具外部,产品侧壁不会因为局部过热而出现表面色差、产品变形等缺陷,同时产品的整个成型周期也因为冷却棒的作用而显著缩短。经过多次试模验证,产品的成型周期约为38s(模具采用油缸顶出和复位)。
结论
产品实物如图7所示。

副仪表板储物盒模具的冷却系统引入冷却棒的设计方式, 使得模具局部区域无法有效散热的问题得到根本改善,产品外观质量、尺寸精度均得到可靠保证,产品的成型周期成功控制在40s以内,整个生产成本和模具寿命均达到了预期要求。
更多模具知识,尽在【奇模智库—在线模具知识库】
公众号搜索:qimozhiku 或 扫描下方二维码
