铣削
铣削故障排除
下表中所示为与振动问题、堵屑、切屑二次切削、表面质量不符合要求、毛刺形成、机床功率和刀具磨损有关的铣削故障排除技巧。
|
|
|
原因 |
|
解决方案 |
|
振动
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
堵屑 满槽铣的常见问题 - 特别是在加工长切屑材料时
|
|
|
|
|
|
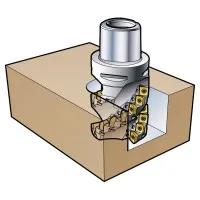
切屑二次切削 出现在满槽铣和型腔加工中 - 特别是加工钛合金时。在使用立式机床铣削深型腔时也很常见。
|
|
|
|
|
|
表面质量不符合要求
|
|
|
|
|
|
|
|
|
参见上面的“振动”部分 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
毛刺形成
|
|
|
|
|
|
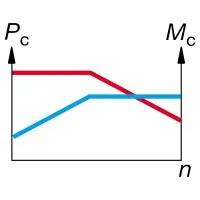
机床功率 了解功率曲线,因为如果转速过低,则机床效率会降低。
|
|
铣削的功率需求受以下条件的影响:
|
|
|



您想获得刀具建议吗?
在这里找到最适合您的切削刀具
需要建议吗?
问我们一个问题

想要学习金属切削技术的基础知识?
注册即可获得免费的在线学习机会
刀片磨损
为了实现最佳切削参数、尽可能好的零件质量和尽可能长的刀具寿命,请务必记得在加工后检查刀片/切削刃。将不同形式的刀片磨损的原因及解决方案列表用作成功铣削的参考。
|
|
|
原因 |
|
解决方案 |
|
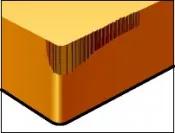
后刀面磨损 快速磨损导致表面质量差或超出公差范围。
|
|
|
|
|
|
后刀面磨损 过度磨损导致刀具寿命短。
|
|
|
|
|
|
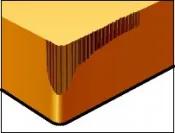
后刀面磨损 磨损不均匀导致到尖角损坏。
|
|
|
|
|
|
月牙洼磨损 过度磨损导致切削刃强度降低。切削刃破损导致表面质量差。
|
|
|
|
|
|
塑性变形 切削刃塑性变形、下塌或后刀面凹陷,导致切屑控制差、表面质量差和刀片破裂。
|
|
|
|
|
|
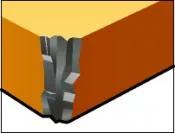
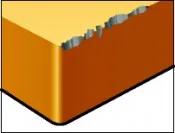
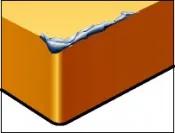
崩刃 切削刃未参与切削的部分因受到切屑锤击而损坏。刀片的正面和支撑面的损坏,从而导致表面纹理差和后刀面过度磨损。
|
|
|
|
|
|
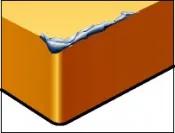
崩刃 小部分切削刃破裂 (崩碎) 导致表面质量差和后刀面过度磨损。
|
|
|
|
|
|
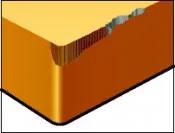
沟槽磨损 沟槽磨损导致表面质量差和切削刃破裂风险。
|
|
|
|
|
|
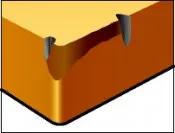
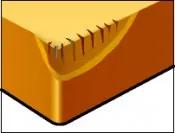
热裂纹 由于温度变化,垂直于切削刃的小裂纹导致崩碎和表面质量差。
|
|
|
|
|
|
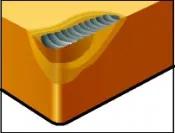
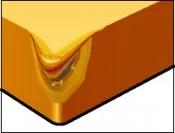
积屑瘤 (BUE) 积屑瘤导致表面质量差,并在脱落时导致切削刃崩碎。
|
|
|
|
|
|
积屑瘤 (BUE) 工件材料被焊到切削刃上。
|
|
|
|
|