聚丙烯(简称PP)是无毒、无臭、无味的乳白色蜡状物固体颗粒,俗称“百折胶”,PP 为结晶型高聚物,常用塑料中PP 最轻,密度仅为0.92 g/cm3(比水小),它具有良好的耐应力开裂性,有很高的弯曲疲劳寿命,成型温度:160~260 ℃ 。

在通用塑料中,PP 耐热性最好,其热变形温度为80~100 ℃,能在沸水中煮。PP 产品质轻、韧性好、耐化学性好。PP 料具有共聚改性、交联改性、共混改性、填充改性。相比较聚碳酸酯材料(PC 料)而言,PP 料没有内应力导致产品开裂的说法,一般通过加入玻纤或者一些金属添加剂的方法对PP 料进行改性。

PP 材料有明显的熔点,一般将温度加到175 ℃就能使其开始慢慢熔化,在310 ℃的时候会有部分分解;370 ℃的时候就会大量地分解;所以,注塑工程师在注塑调机的时候,温度区间可调范围比较大,注塑机一般使用温度为170~260 ℃左右;PP 材料可以作为注塑机的的清洗料筒的清洗剂。
PP 在材料厂家改性的情况下,是能满足电器行业开关、排插类产品的所有安全设置标准,但其致命的弱点——制件的缩水变形较大。在设计以及注塑过程中不注重材料特性,会使塑件表面凸点以及顶白、局部变形,因此如何降低以及去除PP 料类产品缩水变形,是使用该料的各大生产电器产品的厂家、模具制造的厂家所需要面对以及解决的问题。


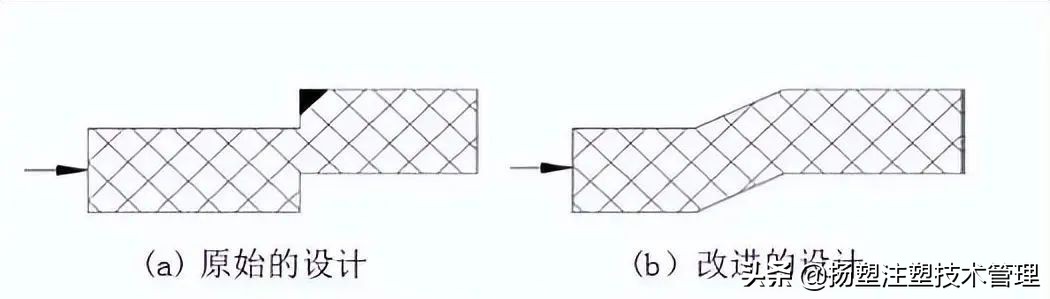
在塑胶件塑胶熔料方向上避免产生尖角,如图4 所示,图中箭头的方向为塑胶熔料的流动方向。在原始的设计中,尖角易导致零件在注射过程中产生困气,局部的高温造成塑胶分解,在零件表面产生缩水变形,同时尖角容易产生披锋;在改进的设计中,通过设计的优化避免尖角的产生,保证塑胶熔料的流动顺畅。
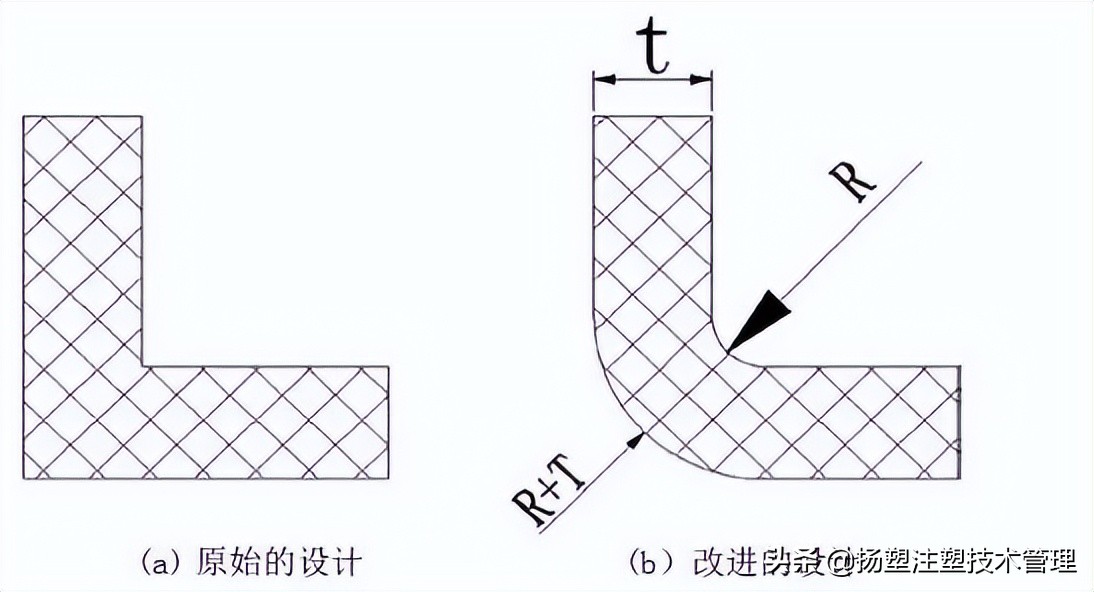
塑胶件应当避免尖角的设计,在尖角的地方添加圆角或者过度圆角R0.2 mm,一般来说,零件截面连接处内部圆角R 为0. 5 壁厚,外部圆角为0.5 壁厚加上壁厚的厚度,既保证了零件的均匀壁厚,如图5 所示。当然,圆角也不可太大,否则容易使得零件局部壁厚太大,造成缩水。
模具的结构设计改善
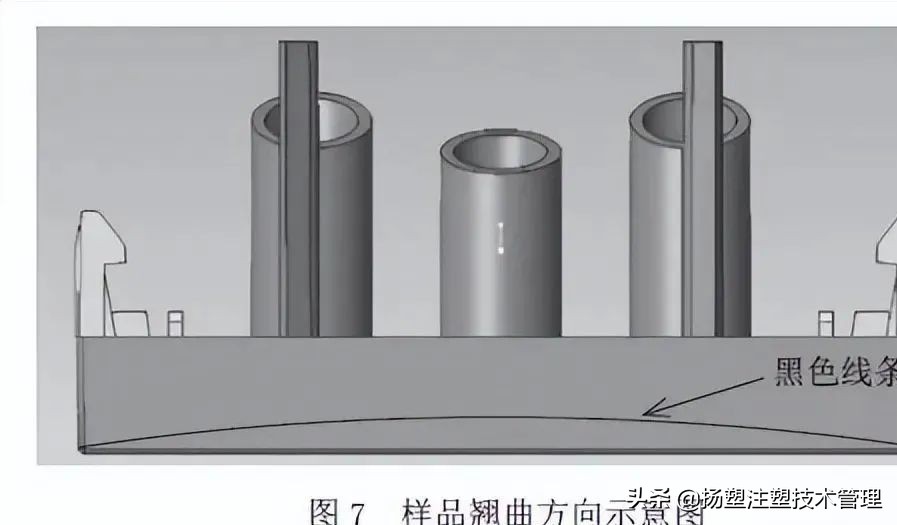
做预变形处理,PP 料表面容易发生翘曲变形(如图7 所示),模具设计时,先要进行调整进胶方式后再组装成品目测,如果明显影响外观需做预变形处理(黑色线条为样品翘曲方向)。另外,PP 料离胶口远的两端尺寸大,为了避免两端尺寸不一致,模具上要补偿,如图8 所示。

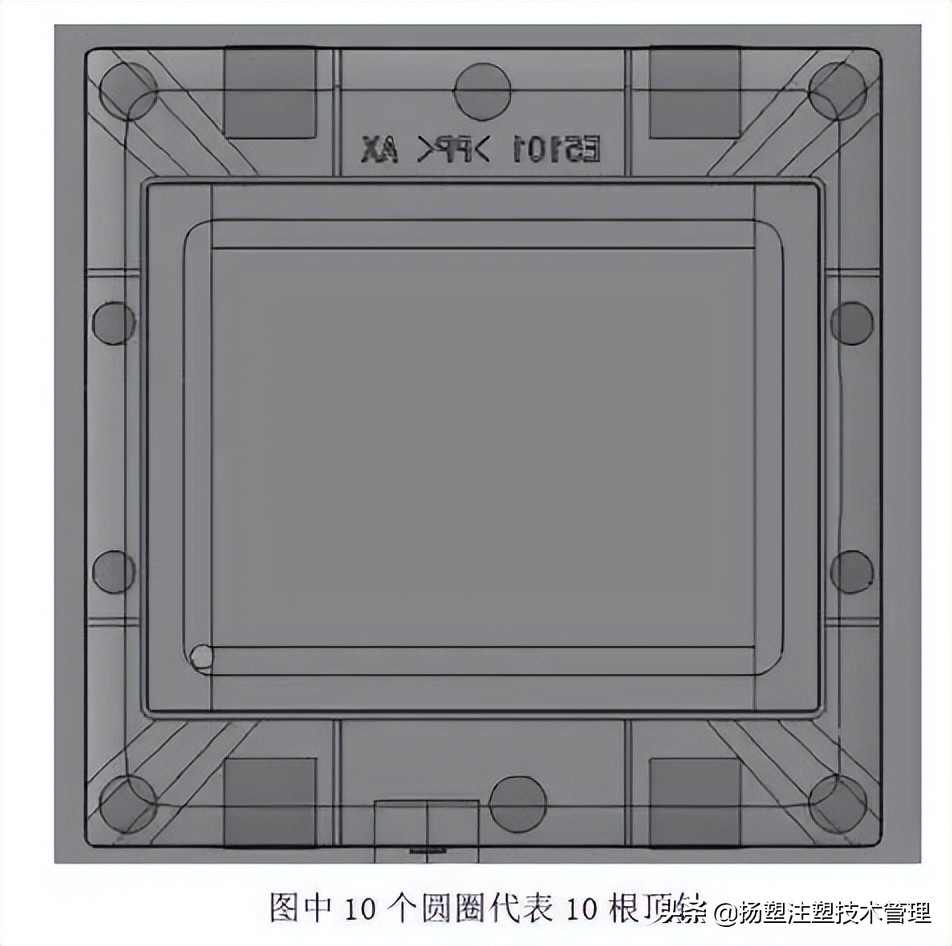
模具上的顶针要均匀(如图9 所示),考虑PP 料的特性顶针不能加在筋位上应该加上面上。在注塑过程中,一般采用高注射压力(约1200 bar 左右)、保压压力(约注射压力的75 %)。在注塑全程的90 % 时候调成保压状态下,用较长的时间保压进行注塑生产。
结论
目前,PP 料应用非常广泛,材料来源丰富、价格低廉,无毒、无味,密度小,尤其在电器附件行业应用日益扩大,但由于聚丙烯材料的尺寸不稳定以及容易出现缩水变形的现象,生产注塑过程中可以考虑预变形处理。