(广告)
来源:《钣金与制作》杂志2023年第5期/ 全文1154字,阅读需要3分钟
文/李志平·合肥毅创钣金科技有限公司
在钣金行业和冲压行业压铆错漏反的现象时有发生,也是防不胜防的问题点,要控制不出现问题大多是靠员工的自觉主动,一旦压铆错了返工就要焊接,喷涂件返工加焊接还是勉强可以使用,不喷涂件压铆错了就要报废,返工后的压铆扭力和推力都达不到要求。我们毅创在实际生产过程中也经常出现这种现象,这里分享给大家一些短期和长期的改善方法。
短期纠正措施
⑴发现压铆错漏反首先是及时纠正,漏压铆就补压铆上去就行,有些产品成形后补压铆很难操作,这个时候就要做异形压铆模具,还有一种手持压铆机能比较方便的补压铆。不能用锤子敲打的方式去补压铆,锤子的敲打力不好控制,不能一次性压铆到位,二次敲打就会造成压铆钉松动,做推力测试时不能通过。
⑵压铆错和压铆反的返修都一样,都是要把压铆错的和压铆反的钉去掉,按照正确的再压铆上去,需要喷涂的产品可以这么返工,返工后背面加焊焊点就行,如果是不喷涂的产品需要跟客户的技术部沟通,返工后背面加焊焊点行不行,可以的话在焊点处用自喷镀锌漆喷焊点位置防腐。在制品和在库品需要全检防止流出不良品。
短期改善措施
⑴数量管理:压铆前将压铆产品摆放整齐,压铆前和压铆后,需要将产品的个数和需要压铆钉的个数进行数量管理(图1),例如:要压铆产品0012-01,一共20 件每件产品压铆5 个M4,8 个M5,10 个M6,压铆螺母就要事先准备好M4 螺母100 颗,M5 螺母160 颗,M6 螺母200 颗。
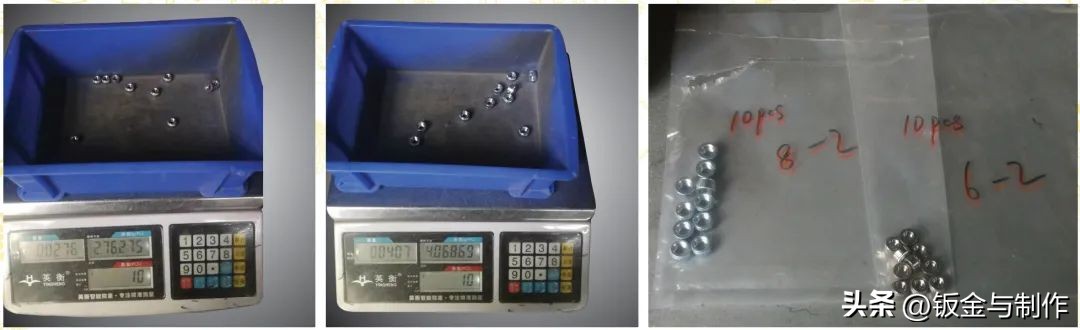
图1 压铆钉数量管理
⑵分机台分人流水线生产(图2),上面说的产品第一台压铆机由张三操作,压铆完M4 螺母100 颗刚好产品完成,如果多了或者少了螺母就能发现有漏压铆的。第二台压铆机由李四操作,张三压铆好的转给李四压铆,李四压铆完M5 螺母160 颗刚好完成产品,如果发现多了或者少了螺母就能发现有漏压铆的。第三台压铆机由王二操作,李四压铆好的转给王二压铆,王二压铆完M6 螺母200 颗刚好完成产品,如果发现多了或者少了螺母就能发现有漏压铆的。这样的流水生产就能很好的防呆,员工操作失误也能及时自己发现。压铆前和压铆后产品的摆放很重要,压铆前有序的摆放能有规律的压铆,压铆后通过摆放能发现错漏反的现象,这个方面要根据产品的特性进行分析找到最佳摆放方法。
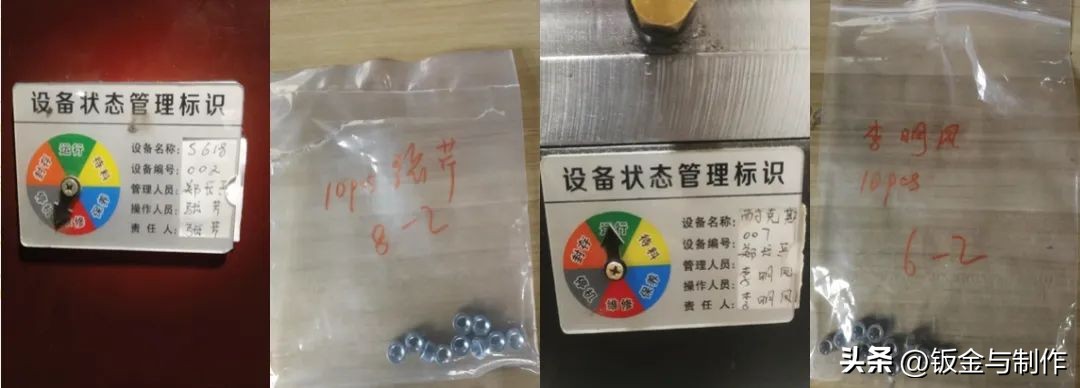
图2 分机台分人流水线生产
⑶专人专岗干长期稳定的产品,养成作业习惯,后道包装工序用治具进行全检压铆钉和压铆柱,彻底杜绝压铆错漏反的现象流出(图3)。

图3 压铆钉和压铆柱全检
长期改善对策
随着社会的发展和生产设备的不断自动化和智能化,压铆设备(图4)已经有全自动压铆机,能够实现多种压铆钉、螺柱、螺母混合压铆,编好程序就能实现精准压铆,应对压铆错漏反有非常好的效果。
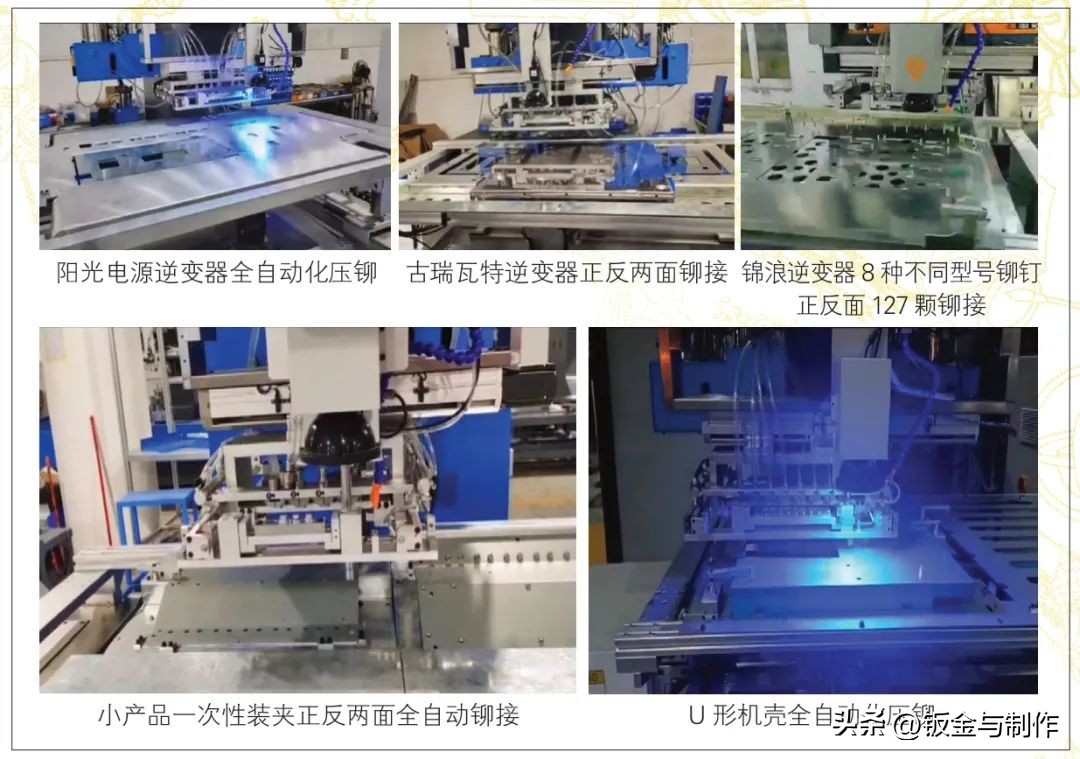
图4 压铆设备
作者简介
李志平,总经理,主要从事集团公司运营管理,早期从事技术工作,经过20 多年的技术+管理工作,为公司获取多项技术专利和荣誉证书。

李志平
近期会议 :钣金折弯及后处理会议(2023年10月25-27日,苏州)【点击了解】
杂志领取 :读者大回馈|《钣金与制作》纸刊免费放送,快来领取吧【点击领取】
业务联系 :冯忠18515450345(微信同号),张旭栋13366359271(微信同号)