系统报警
一、概述
系统检测出不能维持系统正常动作的状态时,转移到称作系统报警状态的特殊的处理状态。进入系统报警状态时,在切换CNC的画面的同时,执行下列操作。
–断开伺服、主轴放大器的励磁
–切断I/O Linki的通信
系统报警的画面例
二、系统报警的种类
系统报警可分为下列3种。
由软件检测的报警
由硬件检测的报警
其他报警
1、软件检测
主要由CNC系统软件来检测软件的异常。
典型的异常原因为:
–检测基于内部状态监视软件的处理/数据的矛盾
–数据/命令范围外的存取
–除以零
–堆栈上溢
–堆栈下溢
–DRAM和数校验错误
2、硬件检测
主要由硬件来检测硬件的异常。
典型的异常原因为:
–奇偶校验错误(DRAM、SRAM、超高速缓存)
–总线错误
–电源报警
–FSSB电缆断线
3、其他
其他原因为:
–由周边软件检测的报警
伺服软件(看门狗等)
PMC 软件(I/O Link 通信异常等)
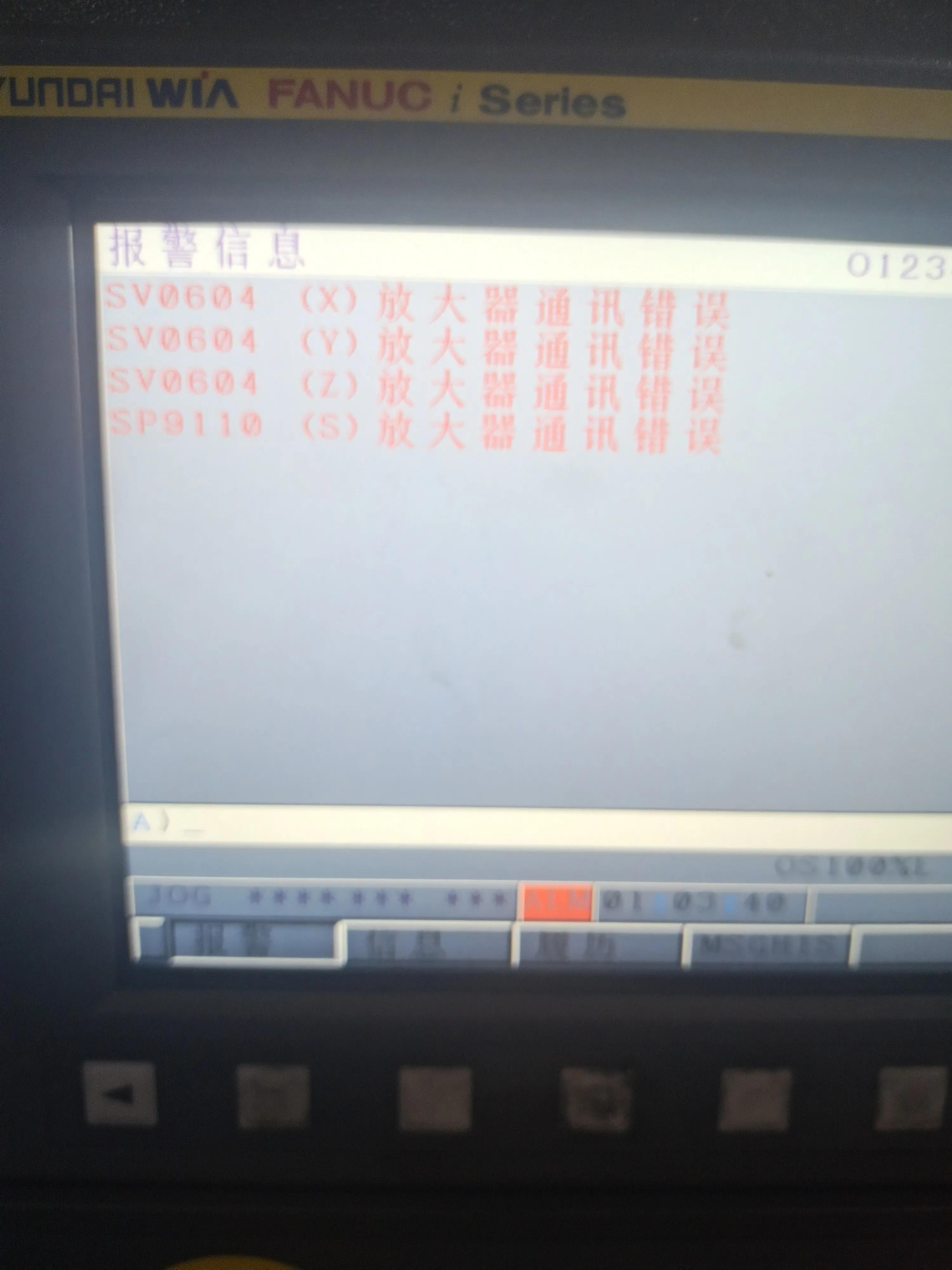
由以上我们先了解了什么是系统报警,接下来以我身边出现的案例具体分析一下;我司在一台新买的威亚立式加工中心上出现数次,前几次都是产线上进行开关机后故障暂时消除,后来报警次数频繁才报上来。有时也报以下故障:
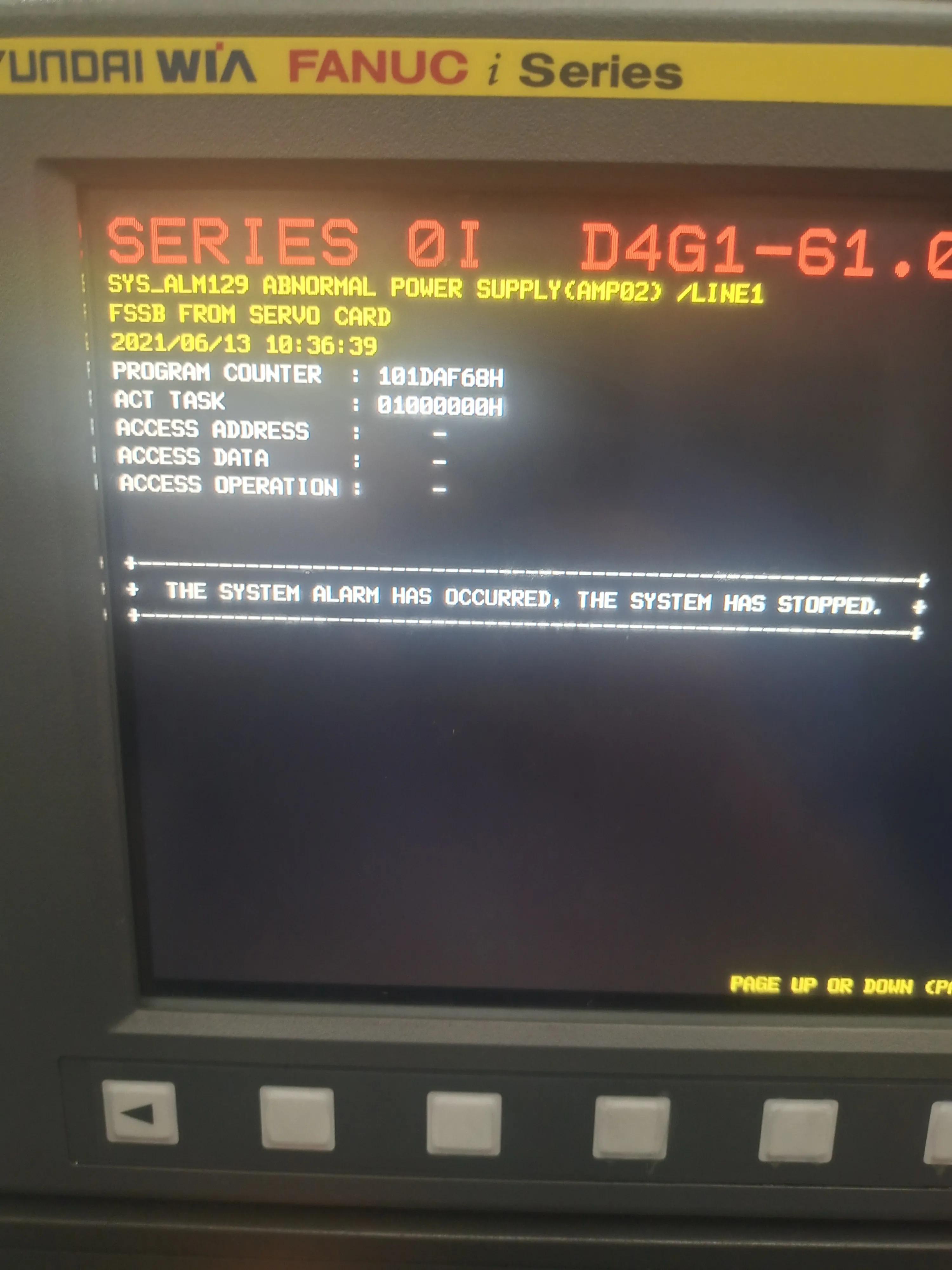
报警画面
根据报警信息查询:
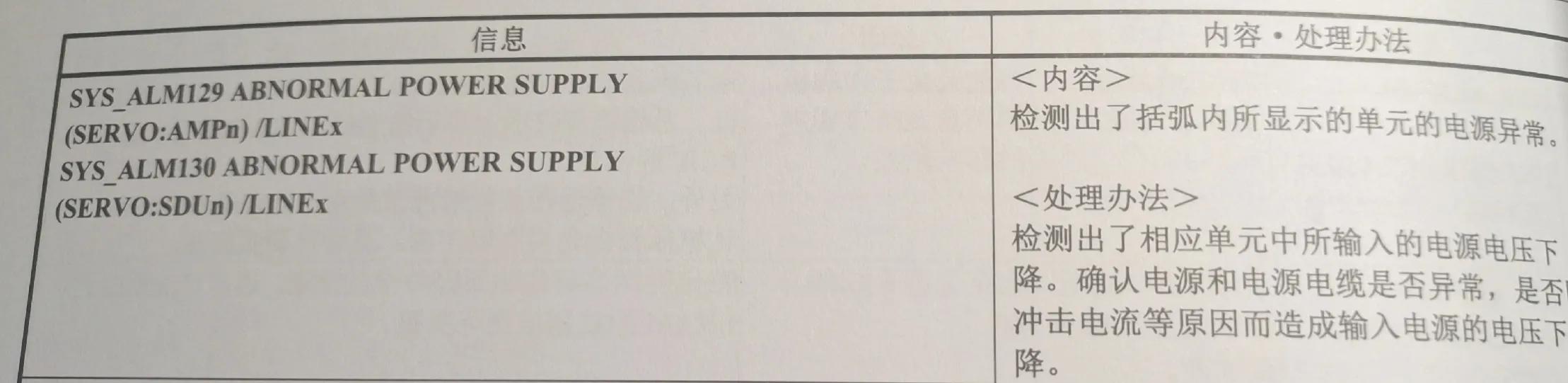
故障排除信息
SYS_ALM129 ABNORMAL POWER SUPPLY (SERVO:AMPn)/LINEX
129:检测出第n伺服放大器的电源异常推断出我们应重点检查放大器供电电源,检查24V电源电压是否正常,检查外部是否存在短路等,思路有了后面就是按着这个查询,

内部控制柜

24V电源模块
最后查到电源模块上24V虚接并已打火烧黑,恢复正常后报警消除! 虽然故障原因千万种,但是只要思路清晰总会有出路的!