废料反弹是钣金企业数控冲切过程中常见现 象,难以彻底消除,但可以预防和改善。所谓废料反弹:是指在数控冲切过程中,冲孔废料未 能从下模落料口顺利排出,上浮反弹到下模端面或板材表面上的现象。在冲切过程中如果出现此类现象切勿轻视,否则将产生一系列的品质问题,造成 不必要的成本损失。
废料反弹的危害
废料有一半在下模刃口处时冲切,会发生废料反弹,易引起带料,进而导致冲头损坏甚至折断还会损坏冲床夹钳、板料产品、卷曲的板材甚至撞 坏护罩。废料散落在下转盘上易产生送料隐患,板材可能会被划伤甚至撞坏。在连续生产时,由于废料重叠超出模具强度极限而导致下模开裂,批量生 产时,因废料堆积导致的模具报废率会显著提高。
任何问题的产生都是有原因的,但如果没有找到根本原因,问题将会反复发生,本文将从模具自身、模具使用单位、材料状态以及程序编制四个方面来寻找引起废料反弹的原因。当大家遇到废料反弹现象时,不妨从以下几个方面一一排除,寻找到 最贴切的原因以及最恰当的解决方案。

引起废料反弹的原因
⑴模具自身。
1) 模具弹簧质量差,易产生疲劳失效或断裂;
2) 模具内部润滑设计及排气不合理;
3) 模具导套与冲头粗糙度差,滑动阻力大。
⑵模具使用单位。
1) 模具间隙选择是否合理;
2) 模具刃口是否保持锋利;
3) 模具入模量是否适 中;
4) 所需退料力是否大于弹簧力;
5) 所选的模具结构类型是否合理;
6) 送料速度是否过快导致弹簧响应速度低或不灵敏。
⑶材料状态。
1) 材料是否容易产生积屑瘤;
2)材料表面状态是否良好;
3) 材料附着层的附着方 向是否有利于冲切。
⑷程序编制。
1) 模具选择;
2) 冲切顺序与方向;
3) 冲击尺寸的确定。
废料反弹的解决方法

⑴对于模具自身的问题,尽可能选购大品牌大企业生产的模具,大品牌模具的材质和制造精度有保障,设计也成熟可靠。
⑵对于模具使用单位的问题,企业应加强内部培训,员工也可登录大品牌模具网站自主学习。
⑶ 对 于 材 料 状 态 问 题, 针 对 不 同 材 料 选 购不同材质或增加涂层处理的模具
⑷勤检模具,勤磨刀,始终保持刃口锋利。模 有经验的技工来操作,务必选择正确的砂轮粒度,具冲切次数达到一定数值后,刃口边缘会像霜一样 务必采取微进刀多次研磨,务必冲水保证冷却充分,发白而且变圆,这是正常的冲切钝化,在这种状态 务必用退磁器进行消磁,否则会产生带料甚至损坏下继续加工会使废料对上模刃口边缘的融着现象越 模具。建议使用专用模具自动刃磨机,可来越明显(冲头刃囗四周粘连金属热融瘤),极有 避免模具烧刀、退火、刃囗软化、磁化带料等的产生。可能随上模的返回而一同带出下模,遇到这种情况
必须立即研磨刃口。若用平面磨床研磨,务必安排
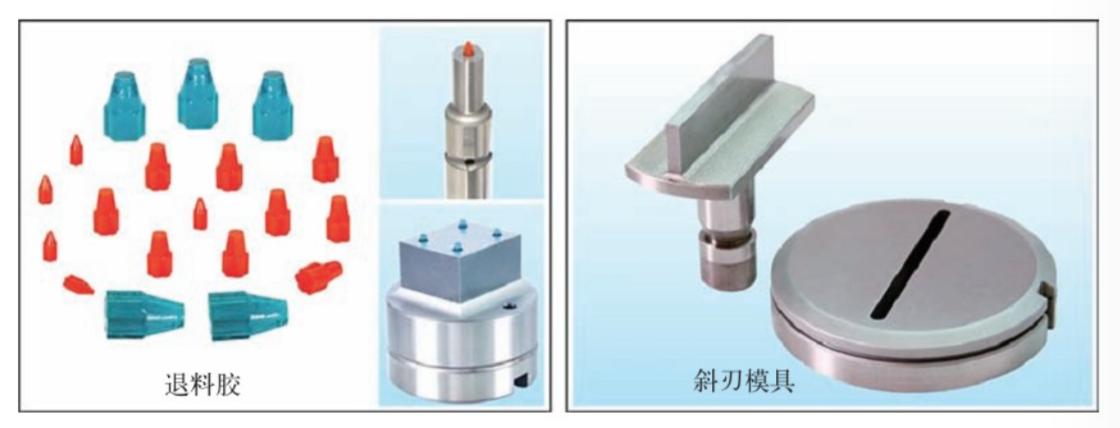
⑸上模刃口直径或宽度大于 8mm 时,在冲头刃囗上安装聚氨酯退料胶料 (如图 ),大工位