
1:373钉扣机断针故障维修方法
373钉扣机钉扣作业时断针现象时有发生,此时应遵循由简入繁的原则逐步进行检查。
(1)在缝料允许的情况下,机针应选用TQ×118#~21#,在钉四眼扣时应检查机针与送布拖板前后、左右摆动是否相碰,将四眼扣放入扣夹内,观察机针进入4个扣眼时应无明显碰撞。
(2)机针与弯针的同步。当机针由下死点上升2.6mm左右时(可以参考针杆刻线)弯针尖在机针孔上方1mm左右,侧向间隙为0~0.05mm,机针与护针间隙为0~0.1mm。
(3)机针与拨线板的同步。当机针处于下死点时,拨线板与机针前后间隙为0.2~0.5mm,左右间隙为0.2~0.3mm,这个间隙可以通过调节拨线凸轮与三角凸轮的位置来改变,在实际使用中只需将拨线凸轮、三角凸轮的刻点与安装轴的刻线相一致即可。
(4)机针与送布拖板的同步。在四眼扣状态下检查,当机针进入钮扣眼时,送布拖板的摆动应完全停止,如果机针处下位置时送布拖板摆动便会引起断针。调节时应在机器自动停机的状态下,检查两送布凸轮上的刻点是否与机壳指针对准。
(5)在自动停机的状态下,关闭电机至完全停止后踩下启动踏板,然后检查动刀是否能顺利能返回,如果动刀不能顺利返回,则钉扣时第一针便会断针。调节时将动刀安装针板卸下,检查是否由于线头和布屑积聚过多或动刀变形等原因导致动刀活动不畅,安装时注意将动刀驱动轴卡在动刀驱动连杆眼中。 重点检查上述各部位后相信断针问题不难排除,需要注意的是机针过细及工人安装不标准等原因也会引起断针。
2:重机373钉扣机在喷胶棉袄的袋盖、肩襻、袖口、门襟等处却无法钉
用重机373钉扣机钉直径为20mm的塑料带柄钮扣(立扣),在喷胶棉袄的袋盖、肩襻、袖口、门襟等处却无法钉扣,会出现以下现象: ① 针杆碰到立扣(机针已换长针);② 出现断针现象,压脚放下去立扣移位,在薄面料上勉强可以钉扣。请问如何解决?
答:首先要明确你使用的钉立扣装置是否为重机公司提供的,所使用的附件是否与你要钉的钮扣种类相适应,据笔者所知,重机373钉扣机钉金属钮扣用的附件有多种(Z008、Z012、Z038、Z042);其次你使用的长针是什么型号,重机373钉扣机机针有两种型号可供安装,短针型号TQ×1(针孔上缘到针柄端面距离为37.2mm),长针型号TQ×7(针孔上缘到针柄端面距离为47mm),这两种机针的有效高度差为9.8mm,所以钉立扣基本选用TQ×7型号长机针,钉钮扣直径范围为Φ10~Φ28mm,所以你所钉钮扣的直径Φ20mm在此范围内,应该没问题。问题可能出在附件选用不当或附件使用不当两个方面,笔者只能从正确使用立扣附件方面进行分析。
(1)立扣附件的安装方法
首先拆下原来的钮扣压脚装置和缝料压脚底板,然后装上钉金属钮扣用的钮扣夹①,安装时要求缝纫机针降落到钮扣夹装置的夹钮扣用的夹头⑧的落针槽的中间,为此先旋松螺钉②,前后移动夹钮扣夹头支架⑮进行调节,落针槽对准后,拧紧螺钉②。接着安装钉金属钮扣用的缝料压脚底板支架④,安装时要求缝纫机针能降落在压脚底板⑦的落针槽中间,然后用螺钉③将缝料压脚底板支架④固定。最后将钮夹压杆插入机头悬臂下颚部的孔中,再将螺钉拧紧(图1)。
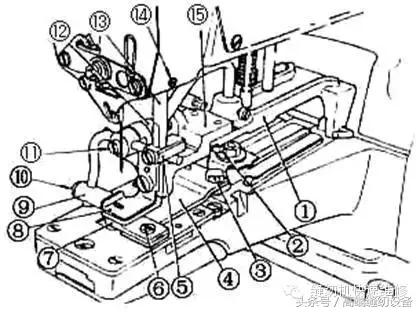
图1
确认机针选择的是否为TQ×7型号,确认夹钮扣夹头⑧是否降到最低,因为夹钮扣夹头⑧安装孔为腰形孔,旋松夹钮扣夹头⑧安装螺钉,将夹钮扣夹头⑧调到最低,这样立扣装上后,高度也会降低,针杆就碰不到立扣。如果夹钮扣夹头⑧降下去了,而立扣放上后,立扣仍下不去,则问题出在针板上,因为原针板孔为腰形孔,只是为了避让机针,钉立扣后必须将针板孔修成大半圆形槽(通过打排孔和修锉的方式,也可订购钉立扣用针板),使立扣头部能沉下去。如果这些条件都达到了,针杆仍碰立扣,则要将针杆碰立扣的地方用砂轮磨掉(如果使用的机器上针杆本身带两个直角平面的,它已考虑钉立扣时会碰钮扣的问题,就不需要磨了),针杆碰立扣的问题肯定能解决。
压脚放下去、立扣移位主要是出在针板上,只要将针板腰形孔修成大半圆形槽,使立扣头部能沉下去,这个问题就解决了。
(2)断针主要出在调整上,下面介绍立扣附件的调整方法
如图1所示,旋松螺钉⑥,将缝料压脚底板⑦从夹钮扣用的夹头⑧的左端面缩进1.0~1.5mm,再拧紧螺钉⑥。装入钮扣,旋松紧固螺钉⑩,调节钮扣压脚⑨,使其刚好压住钮扣中心部位,如果松则收紧扣夹杆上弹簧,紧则放松扣夹杆上弹簧,再将弹簧固定螺钉拧紧,以钮扣卡住后不易摇动和弹出为准,再拧紧螺钉⑩。钮扣压脚⑨的压力大小要保证在钮扣的缝钉过程中不能使钮扣移动。压脚⑨的压力调节是旋松止推环的压紧螺钉,转动止推环⑫进行调节,直到满意为止,再拧紧压紧螺钉。钮扣压脚挡块⑤固定在使用方便的位置上。
注意:在转动止推环时,要求转轴在轴向不得产生松动。
调整机针与线钩的配合时间:扣眼小,机针在此处调整时要仔细,横列摆针的时间必须要在离开钮扣眼2~3mm后才可摆针,进针时间也一样,横列摆针停止,保证机针能垂直、准确地穿过钮扣眼。
摆针时间错误会出现故障,摆针时间提早会使机针尖将扣眼杆拨动,使钮扣从扣夹中拨出。进针太慢时,机针会刺在还会摆动的钮扣上,使机针尖撞钝,严重时会折断机针,因此除了调整好机针与横列摆动的时间外,机针还必须是一针钉在钮扣眼内,另一针钉在钮扣眼外。
最后提醒一点,如果要使用TQ×7型号的机针,必须重新调整机针与线钩的关系。