漏胶是常见的热流道故障,任何热流道品牌都可能出现这个问题。只有热流道制造方,模具制造方,使用者等多方都做到了无纰漏才可能避免。漏胶也是一个技术含量极低,但处理起来十分费时费力的问题。清楚了漏胶的缘由,并即时防范可以使漏胶事故大幅减少。下面我将结合自己的实际工作经验,详细谈一谈热流道为什么会漏胶以及如何防范的问题,希望对大家有所帮助。
准备知识
什么是插破和靠破?

上面图中左右两个红色的镶针都会在产品上形成一个孔,左边的针是插入到后模中形成插破孔,也叫插穿孔。右边的则是和后模靠在一起形成靠破孔,也叫碰穿孔。所谓两个工件的插破,可以理解为一个工件插入另一个工件的孔中的轴和内径的配合关系。靠破则是一个工件的平面靠(压)在另一个工件的平面上。

所以热流道浇口司(seal)的封胶位与模仁都是插破
所有热流道浇口司(seal)的封胶位与模仁都是插破配合的,见上图。

热咀大头与模胚既要靠破以支撑,又要插破以定心。如上图红,绿箭头所指。

热咀中有咀芯(tip)的,咀芯与热咀都是靠破来密封的。无咀芯的,seal与热咀也是靠破来封胶。如上图中红色箭头所指处。在热流道组装中应使用深度尺结合合模红丹检查各组件与模具尺寸,确保各靠破,插破面配合正常。
什么是弹性变形和塑性变形?
皮球用手指用力按压会出现一个凹陷,手指松开,又回复正常。我们把这个凹陷叫做皮球在外力作用下发生了弹性变形。弹性变形是可以恢复的,可逆的变形。
我们用钢棒砸向一块铜板,会在铜板上形成一个凹陷,钢棒离开后凹陷依然存在,这个凹陷我们称之为铜板在外力作用下发生了塑性变形。塑性变形是不可恢复的,不可逆的。
了解了上面的准备知识,现在来细说导致漏胶的原因。
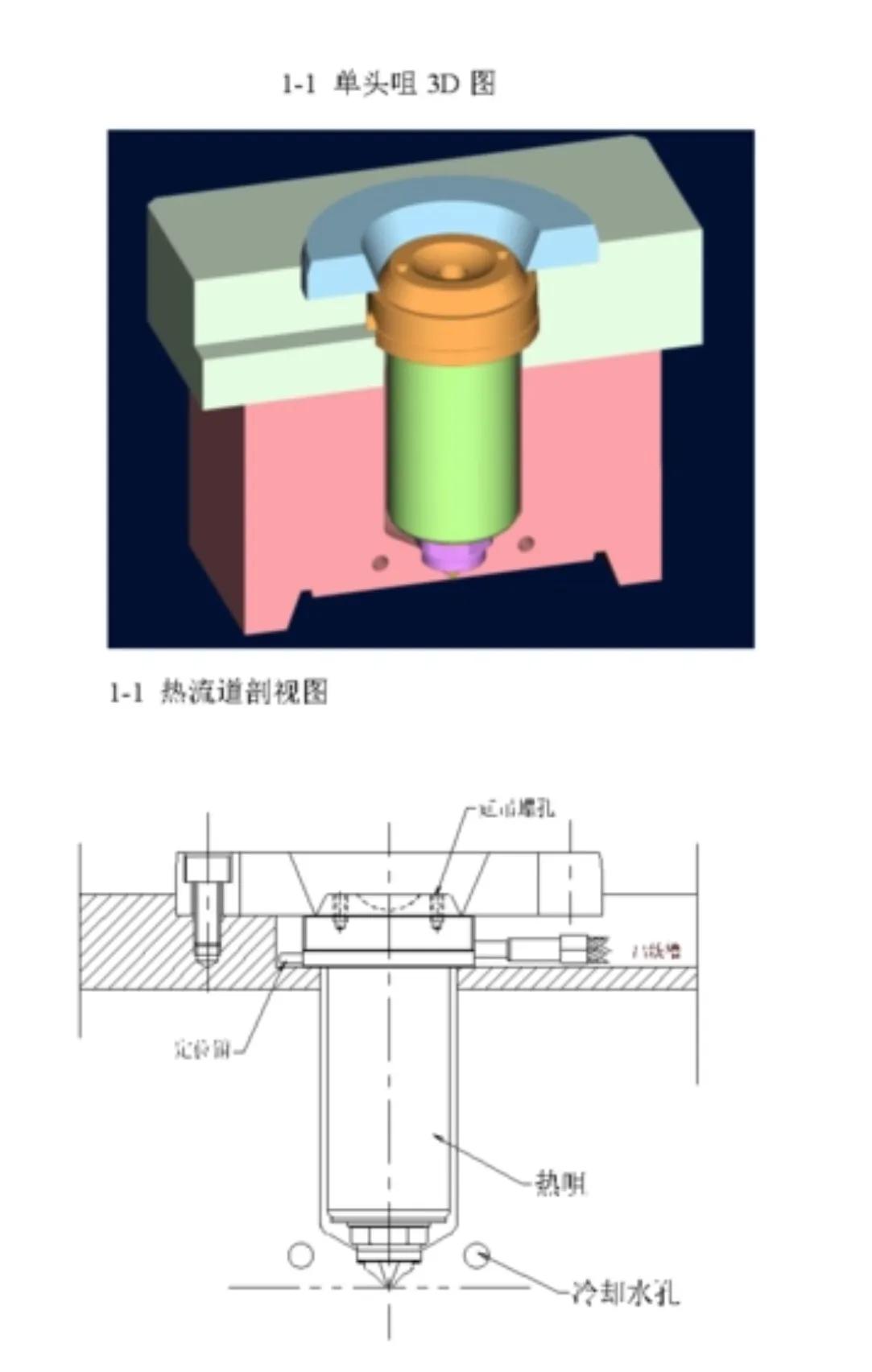
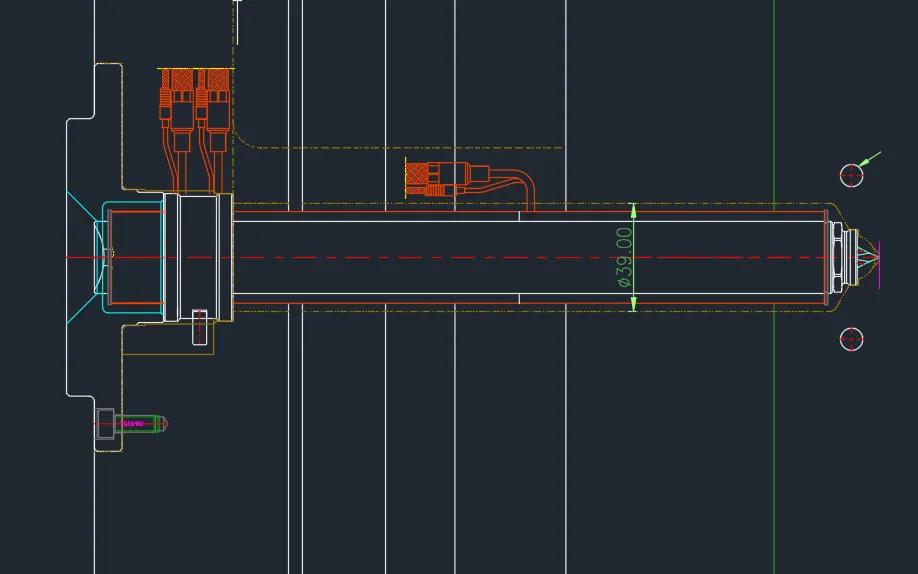
热流道冷态与热态的温差很大。高温工作时相较于室温条件下,它的几何尺寸有较大的增加(热膨胀)。增加的量可以依材料的膨胀系数来推算。比如说200mm长的钢质热咀在注塑成型ABS时,膨胀量约0.4mm,如果模具开框没有预留膨胀空间,那么必将导致热咀或模具产生塑性变形而漏胶。这个时候通常都是浇口司或咀芯发生了挤压导致塑性变形,与热咀本体不能有效配合密封导致渗漏(也有顶裂模仁的例子)。这也是为什么热流道咀头正前方要留间隙的原因之一(留间隙的两个目的,一是保证热咀在长度方向可以自由膨胀,二是隔热,减少浇口的热量损失)。见下两图。比较长的热咀和分流板要尤为重视热膨胀的问题,不要试图大范围的阻止热膨胀,要让材料工作在弹性变形的范围之内,否则必然导致塑性变形压溃工件引发密封失效。

红箭头所指为预留间隙
在上面两图中黄色的咀芯在浇口司螺牙的压力下与热咀本体靠破密封。螺纹直径不同,咀芯材质不同,所用的扭力也不相同。必须依照厂商提供的标准用合适扭力来紧固螺纹。如果浇口司与咀芯,咀芯与热咀本体的贴合面积(见上图绿色箭头所指)过小,在螺牙锁紧过程中也会导致零件承受的压强过大产生塑性变形而密封失效。
热流道各零部件的材质,硬度都要合理选择。咀芯的材质尤为重要,通常要求咀芯导热系数高。导热系数太高的材料机械强度又不高,而且耐高温性能不佳。比如,钼合金比较易开裂,铍铜只能在280度以下长期工作,否则就开裂或变形。咀芯开裂变形都会造成泄漏,异色。

铍铜咀芯开裂导致漏胶,异色

热咀本体开裂
塑料添加物如防火剂,玻纤,碳纤对金属零件的腐蚀,磨损也是导致泄漏的原因。

咀头磨损腐蚀穿孔
高压射出时热流道各零件在高压下会发生联接松动而导致漏胶。实际维修过程中,常常会遇到这样一个问题:明明己按要求锁紧浇口司(seal),使用一段时间后会发现已发生泄漏,而且浇口司己松动。这个时候应向成型师傅了解射出参数,射压是否过高。是否有因浇口堵塞或产品射不饱而加大射压的野蛮操作。如果有,应清理浇口堵塞物或找到导致高射压的原因降低射压。

分流板在高压下变形导致泄漏
上图是做手机电池盖的模具。产品壁厚很薄,用住友电动机射出。由于分流板中心的主射咀上方没有设计支撑垫块,所以主射咀四个螺丝附近(绿色箭头所指)与模具上固定板间是悬空的。这样的设计在大多数的情况下是没有问题的,但在高压成型中就会因为分流板中心会向注塑机喷咀方向拱起变形而导致漏胶。正确的做法是应该在主射咀周围加支撑垫,并利用模具上固定板压死。
上固定板的紧固螺丝数目过少,螺丝直径过小,上固定板过于单薄也会导致压不住热流道分流板上的上垫块而使热咀大头与分流板贴合面密封失效而漏胶。下图是金属粉末成型的模具,产品很小,是三支热咀的。生产过程中,中间的热咀(在主射咀正下方)大头面与分流板贴合处总是漏胶,开始是怀疑高压下分流板向上拱起而漏的,就在主射咀周围加支撑垫,但仍未解决,后将紧固螺丝加粗(红圈),数量加多(绿点)就彻底解决了问题。

加多加粗热流道承板与上固定板的螺丝
对于单点的热流道,压住热咀的定位环紧固螺丝要有足够的数目和直径,如采用下图中的定位环结构,紧固螺丝应为四个M8的。切不可寄希望于注塑机炮咀能顶住热咀,让热咀不后退。(热咀后退导致浇口司与模仁的插破配合失效)。
下图定位环的结构设计更为可靠,缺点是耗用钢材较多。
定位环和上固定板做平,用注塑机的固定模板压住
在注塑生产中,尤其是高射压成型的时候或机台老旧的时候,射座后退的情况并不少见。