随着钣金装备水平的不断提高,钣金件利润的不断压缩。提高生产效率、降低钣金件的报废率、提高材料利用率以及增加设备维护,显得尤为重要。
以下简谈 CO2 激光切割机在使用中注意的事项:气体和水对大家来说都很熟悉,但对于它们在 CO2 激光切割机中的作用和需要注意的问题一般人员知之甚少,以下简谈气体和水的使用问题。
气体的作用
地面的大气是多种气体的混合物,其中:氮 78%、氧21%、氩 0.93%、二氧化碳 0.03%(300ppm)、氖 0.0018%, 此外还有其他惰性气体、臭氧、水气和尘埃等。由于环境污染,目前空气还含有二氧化硫、氮氧化物、一氧化碳等有毒气体。
大功率 CO2 激光切割机能满足各种材质和复杂形状的切割要求。不过他的运行却离不开清洁干燥而稳定的压缩空气和要求严格的冷却水。
压缩空气的功能:
⑴与氧气和氮气组成切割气体提供给切割头。
⑵作为动力气源供应各种气动元件。
⑶用来对光路系统进行吹扫除尘保持皮腔内部清洁。
从空气压缩机排出的压缩空气经过储气罐和干燥机进入气控柜后,再通过一套精密的处理系统,变成洁净干燥的气体,分别作为切割气体、气动元件动力气源和光路正压除尘气体维持激光切割机的正常运行。
压缩空气清洁度的要求相对比较复杂,包括固体物、油雾、微生物、有害气体等杂质,他的清洁度由压缩空气过滤器来解决。
⑴初 / 粗过滤器:过滤精度≤ 25μm。
⑵精过滤器:过滤精度≤ 1μm,残余油含量为 1.0ppm。
⑶高精过滤器:过滤精度≤ 0.1μm,残余油含量为0.1ppm。
⑷超级过滤器:过滤精度≤ 0.01μm,与活性炭过滤器串联使用残油含量≤ 0.03ppm,而 A 级高效微油雾分离器的油雾移除率可达到< 0.1mg/m3 (Max)。
需要指出的是此类过滤器的性能指标中,残余油份指液体油,并不包括气体油,但 A 级高效微油雾分离器的油雾在油饱和前残余油含量可达到 0.01ppm 以下。
压缩空气
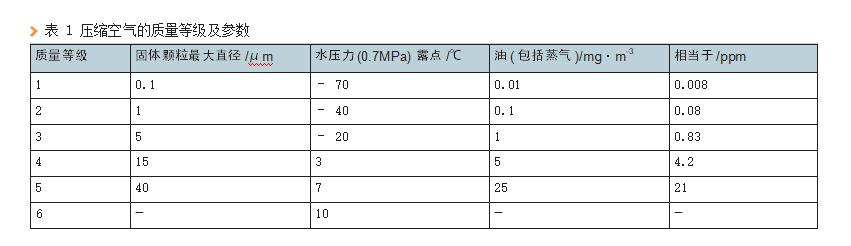
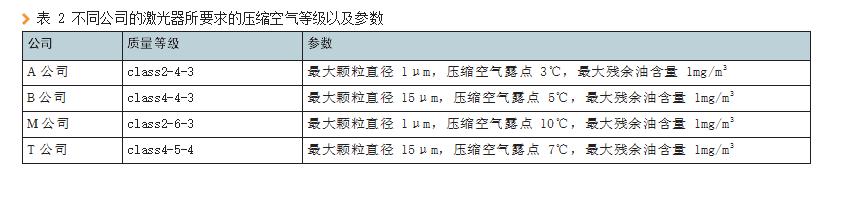
我们先看一下压缩空气的质量等级ISO8573.1—1(表1),以及不同公司的激光器所要求的压缩空气等级与参数,如表 2 所示。
压缩空气的污染物(杂质)有三类,即水、油和尘,这三种污染物的来源是不同的:⑴水分是自然界空气所固有的。⑵油份:绝大部分是来自空压机(在空气污染严重的地区的空气中也会含有微量油污)。⑶固体颗粒:部分来自空气,部分来自压缩空气系统内部。
压缩空气干燥设备(如冷干机、吸干机等)可去除压缩空气中的水份,而其中的油份和固体颗粒可由压缩空气过滤器去除。在压缩空气中的油污呈弱酸性,因此他非但不能起到对用气设备的润滑作用,反而会起腐蚀作用,一定时期内会导致气动元件的故障。 在一些要求严格的地方,比如气动控制系统中,一滴油能改变气孔的状况,使原本正常自动运行的生产线瘫痪。有时,油还会将气动阀门的密封圈和柱体胀大,造成操作迟缓, 严重的甚至堵塞。
激光切割机使用的压缩空气要求无水、无尘、无油, 所以配置空压机时除注意流量和压力外,还要添加有效的冷冻干燥、除尘及除油设备才能保证机床的正常运行。
保洁气体
保洁气体可用压缩空气 ( 洁净空气 ) 或纯氮气 ( 纯度99.99% 以上 )。保洁气体可防止灰尘、杂质等飞散粒子使激光束扩散和减弱的影响,并可以保证激光切割在全台面的区域内进行稳定的加工。保洁气体用于从发生器出口到加工头的光路内,对于激光切割的稳定加工和光学元件


保持洁净起重要作用。如表 3、表 4 所示,不同的保洁气体对于不同的激光器,可以产生不同的影响。
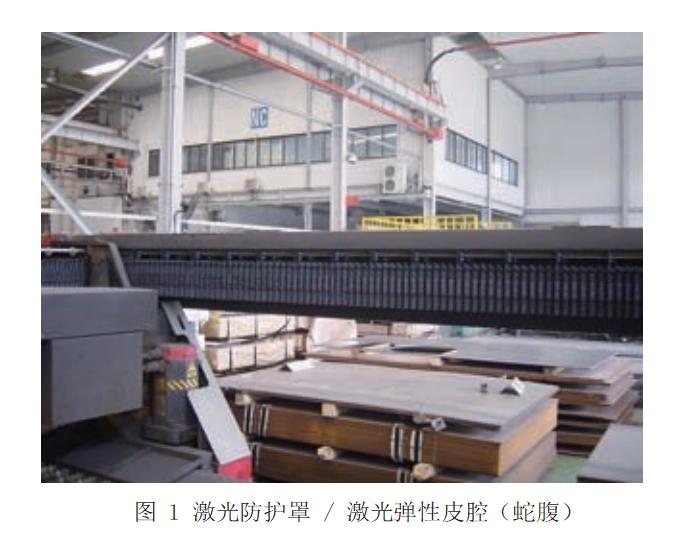
例如,4kW 切割机若用普氮 ( 工业级纯度≥ 98.5%),会因气体中的杂质使光束扩散且易发生加工透镜烧毁污染皮腔 ( 蛇腹 )(图 1),造成的损失会很大。若使用 Orion装置生成的洁净空气,则需按时更换各种过滤器,成本较高;否则保洁气体中的杂质(水分或油雾等)会造成加工透镜的损坏,表面变色甚至有裂纹,M 公司多有发生如此的情况。M 公司 3kW 虽然可以用洁净空气,但要求的压缩空气质量等级是 class1-2-2;而 4kW 最好用纯氮, 否则后续的故障会导致生产成本的大大提升。
在使用过程中,一定要注意:
⑴用洁净空气时切忌污染压缩空气,当压缩空气中 CO2 的浓度大于 50ppm 时, 一定要更换 Orion 装置(日本 Orion 公司制造的压缩空气洁净装置)的过滤器,否则会造外光路的透镜损坏或造成激光切割机无法稳定加工。
⑵当防护罩 / 蛇腹(如图 1) 损坏时,千万不要使用胶水或胶布进行粘贴,应尽快予以更换。⑶在机床的周围区域不要有对光路有影响的气体,例如油漆等,若不慎混入其他气体,需用纯氮冲刷 / 洗光路。例如油漆等,若不慎混入其他气体,需用纯氮冲刷 / 洗光路。
切割辅助气体
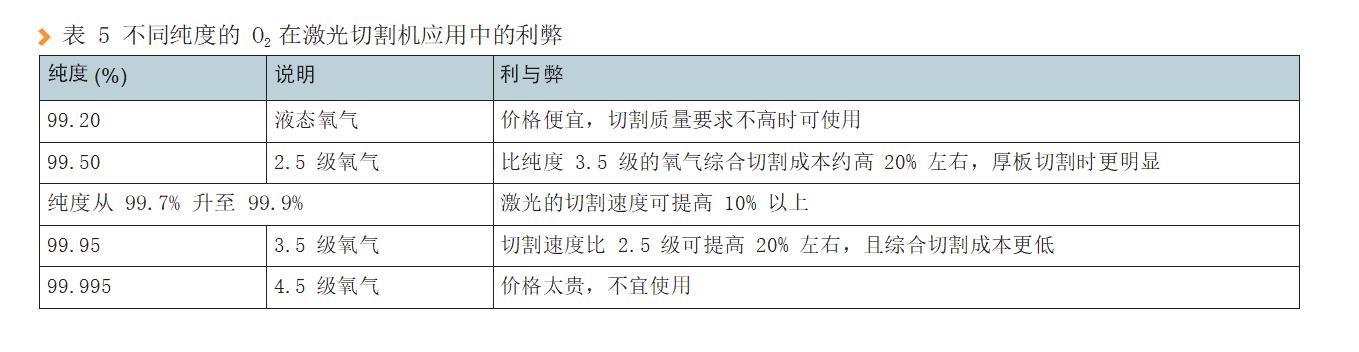
⑴氧气 O2。
不同纯度的 O2 在激光切割机应用中的利弊见表 5。
⑵氮气 N2。
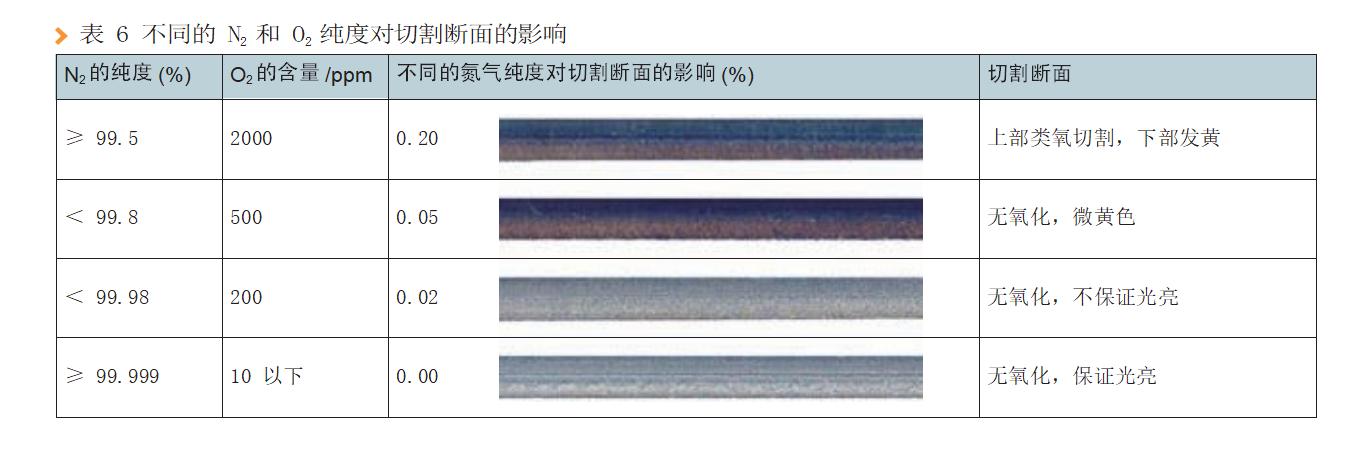
不同的N2 和O2 纯度对切割断面的影响,如表 6 所示。
冷却水
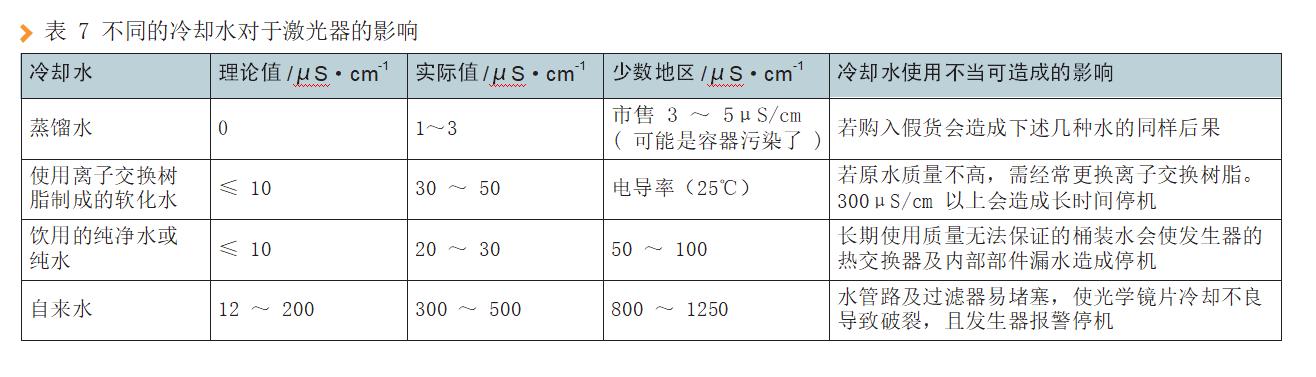
激光切割机的冷却水用于激光发生器和光学器件及机床部件的冷却,其质量与机床寿命和激光质量有极大的关系。如表 7 所示,不同的冷却水对于激光器的影响。
⑴冷却水的要求是无色、无味、电导率小于10μS/cm, 无矿物质及各种离子的软化水或蒸馏水;另外清洗防冻剂时也需用同等质量的水。
⑵ T 公司对水温的要求是冷却水温度低于+ 4℃激光
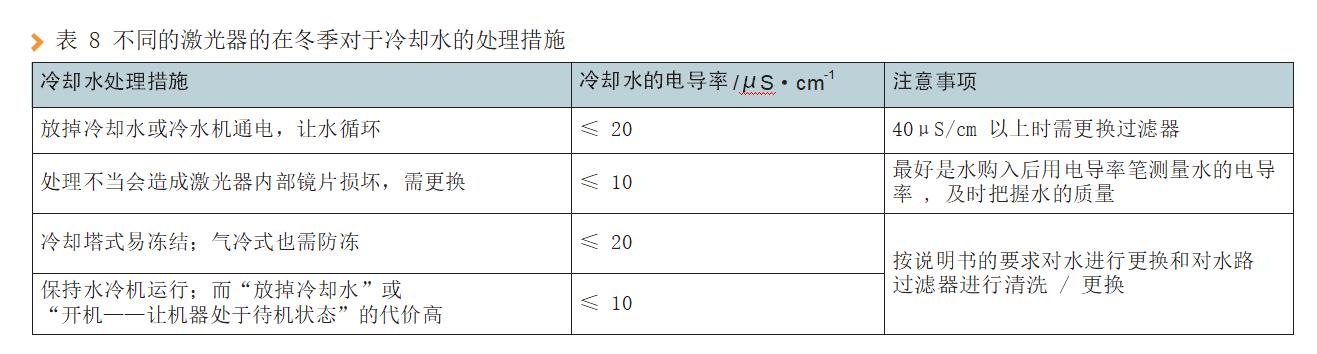
器不能正常启动,水温低于 0℃时会造成激光器损坏。冬季休假期间各公司对策(最好不要使用防冻剂,否
则清洗很麻烦)及对冷却水的要求和处理方法,如表8 所示。
以上的分析是在使用 CO2 激光切割机的过程中及从周边用户那里发现的一些问题和感受,均是一些不太引起用户重视的地方,容易忽视但后果很严重。用户往往是省了几百元,后期得花几万元来弥补。这里还没有算上停机造成的各种损失,所以正确的使用和保养机床在生产过程中尤为重要。