| 导读 |
■ 针对工业铝合金容易形成气孔及组织不均匀问题,以2024铝合金为例,采用高强超声场进行处理,通过改变超声功率、处理时间、熔体温度及C2Cl6预处理后施加超声的方法考察其对除气、细化及力学性能的影响。结果表明,在本研究范围内,除气率随着超声功率增加而提高;当超声功率不变时,除气率随着超声处理时间的增加而升高,但当超声处理时间过长时其除气率无明显变化;提高处理温度可提升除气率;经过1%的C2Cl6预处理后,功率150 W超声所需处理时间降低了40 s,同时铸锭的抗拉强度、屈服强度、伸长率分别提高了28.3%、6.7%和2.4%。
关键词:超声处理;2024铝合金;C2Cl6除气剂;氢含量;力学性能
■ 铸锭的凝固组织在经施加超声波的振动后会得到细化,同时铸锭的宏观及微观偏析也得到了改善。但铸锭通过超声波处理后,其获得全部等轴晶的同时不仅会在铸锭内产生气孔,还会发现缩松的现象,这无疑降低材料的力学性能及耐蚀性能,同时,熔体也会因含有气体而使流动性下降,从而影响其铸造性能。因此,在施加超声的同时,还需考虑防止和控制气孔的形成。
■ 虽然常用的铝合金的除气方法有真空除气法、吹入惰性气体法和*土稀**固氢法等,但早在1926年就有人发现超声波在液体中同样可以产生除气效果。以工业上常见的2024铝合金为例,系统研究了超声功率、温度、时间以及是否使用C2Cl6预处理等一系列因素对2024工业铝合金除气的影响,并测试了除气后铸锭的力学性能,这也为超声在工业铝合金中的应用提供了参考。
1、试验方法
1.1试验装置示意图
■ 试验装置示意图见图1,其超声波发生器的输出功率最高可达150 W,采用频率为20 kHz进行处理,并搭配有机械变位装置控制超声波探针位置,以及相应的控温以及测温仪器控制熔体温度。

图1 超声场装置布置示意图
1.电阻保温炉;2.坩埚;3.2024铝合金熔体;4.超声波探头;5.超声波换能器;6.变幅杆;7.超声波发生器;8.控温仪;9.热电偶
1.2试验过程
■ 将一定质量的铝合金放入粘土-石墨坩埚中,并熔化于井式电阻炉中,温度达到760 ℃时保温10 min,随后需将熔体浇注到预热到730 ℃的小粘土-石墨坩埚中,待温度稳定后,立即将预热的超声波发射器探头(预热温度要与处理温度一致)插入液面下10 mm,之后还需要使用Alscan铝液测氢仪测量熔体中含氢量;测完后继续将铝合金熔体维持720 ℃注入水冷铜模中冷却。将凝固后的试样沿着凝固方向切开机械加工成拉伸试样,并在试样的中心部位取样进行组织观察。
2、试验结果及分析
2.1超声功率对2024铝合金除气率的影响
■ 图2表示经不同的超声功率在同一温度对2024铝合金除气率的影响。在图中,可以明显看到随着施振功率的增加2024铝合金的除氢效率也在不断的提高。对于每一个功率值,达到一定时间后,除气效率达到稳定值,进一步延长时间时,除气效率会有所降低。当施振功率达到75 W时,其除气效率最高可达到31.7%,而当施振功率调节到150 W时,除气效率可以达到52.5%,这个结果明显大于75 W时的最大除气率。初步分析这是由于熔体中超声振动声压值大小有关。
■ 在特定的条件下,超声功率是与熔体中声压成正比关系,但当熔体的声压较低时,空化气泡则需要较长的时间形成,从而使空化气泡的数量减少,这就使得原本溶解在铝熔体中的气体不能完全移动至空化气泡中,因而造成除气效率偏低;当超声功率过大时会使空化气泡较易成形,使其数量增多,此时空化气泡会非常活跃,空化气泡之间也会更加容易结合长大,最后气泡在熔体浮力的作用下逸出液体,使熔体中的气体减少。所以,当增大超声功率时,超声振动的声压值也会增大,进而产生空化效应,使合金的除气效果越来越明显。但由于铝液界面处于空气中,将会同时产生吸收氢气和逸出氢气这两种完全相反的过程,在氢含量不高的铝合金熔体中,外界的部分气体也会在超声波作用的同时进入熔体中,因此若超声时间过长会造成除气率略有下降。
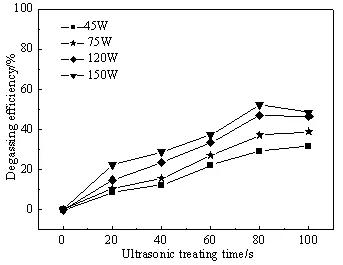
图2 各超声功率下除气率与超声处理时间的关系
2.2处理温度对2024铝合金除气率的影响
■ 图3为在功率150 W的条件下,使用不同的处理温度,2024铝合金熔体的除气效率会随着超声时间的增加而提高。当处理温度为680 ℃时,除气效率只到32.8%,但当处理温度为730 ℃时,其除气效率高达52.5%,远高于处理温度为680 ℃时的除气效率。
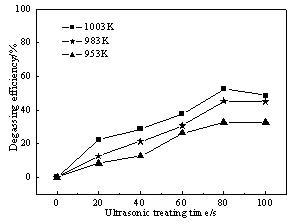
图3 各温度下除气率与超声处理时间的关系
■ 这主要因为铝合金的熔体粘度与温度有关,温度下降会使合金熔体粘度增大,从而阻碍空化气泡的运动,导致其扩散系数降低,最终使空化气泡不易汇集,也不易浮到液面。同时,空粘度过大会使产生空化气泡的半径变小,空化气泡半径减小会使声压值变大,使产生空化效应的难度提高。
2.3 C2C6-超声联合处理对2024铝合金除气的影响
■ 图4为2024铝合金熔体使用与没有使用除气剂情况下,超声波处理时间与熔体中氢含量的变化规律(超声功率为150 W)。可以看出,当添加一定量的除气剂后,测量其氢含量后再对比不加除气剂的合金,发现其氢含量从0.174 mL/100g下降至0.108 mL/100g,而当经过除气剂处理+超声处理40 s,则发现铝合金熔体中的氢含量下降到0.082 mL/100g,此数值低于工业化生产所要求的最低值0.1 mL/100g,进一步施加超声波振动会使得氢含量有所增加。
■ 产生该现象的原因是在使用除气剂时合金熔体内的气体本身就被消耗了一部分,随后再经过短时间的超声处理就可以达到较低的含氢量(小于0.1 mL/100g),而对于没有添加除气剂的铝合金熔体其含氢量较高,若要达到除气剂预处理的水平则需要较长的超声处理时间。而超声波在作用的同时会由于铝液界面处吸入一部分气体从而导致氢含量有所升高。
■ 图5为2024铝合金未除气、仅用1%C2Cl6除气、超声处理40 s及1%C2Cl6处理+超声处理40 s的力学性能。可以看出,经1%的C2Cl6处理和40 s超声处理后铸锭的抗拉强度及伸长率分别提高了28.3%和92.3%,而屈服强度仅提高了6.7%。这是因为施加超声40 s后氢含量比用1%的C2Cl6除气剂的略高。因此,超声处理40 s试样比仅C2Cl6除气试样的伸长率略低(因为氢含量略高导致),并且发现氢含量略高对于强度的影响不那么明显。

图4 超声处理时间与2024铝合金氢含量关系
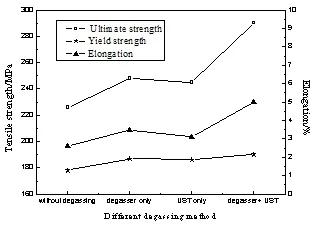
图5 除气方法与2024铝合金力学性能的关系
■ 2024铝合金除气前后的微观组织见图6。可以看出,除气前后合金的凝固组织相差不大,均为细小的等轴晶和枝晶混合组成。未处理时,由于金属液浇注到水冷铜模中时,熔体的冷却速度很快,因此形成了一些均匀细小的等轴晶组织;而超声处理后静置10 min,使得合金熔体中的气体有足够的时间逸出,所以超声所产生的细化作用已经大为衰减,被搅碎及细化的枝晶会再次重熔,使得组织有所粗化,最后导致了各图中组织相差不多。因此,可以认为性能的提高主要是氢含量的变化所造成的。
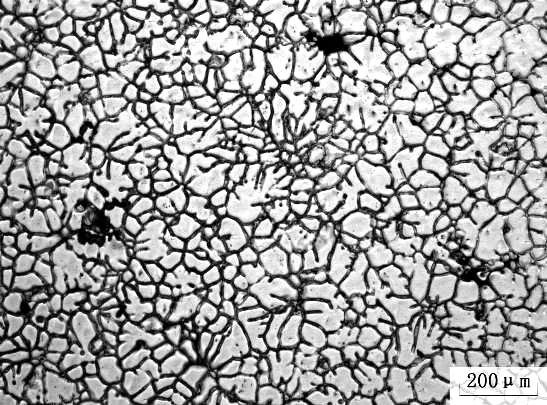
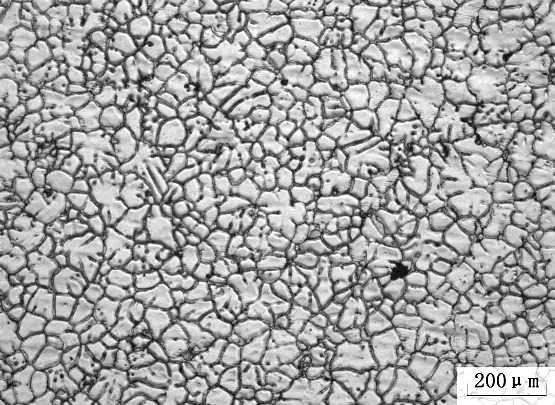


(a)未处理; (b)40 s超声处理; (c) 1% C2Cl6处理; (d) 1% C2Cl6+40 s超声处理
图6 不同除气条件下2024铝合金的微观组织
3、 结 论
(1) 在研究范围内,在功率增大的同时,2024铝合金的除气率会随着超声波处理时间的增加而提高。当超声功率过低(45 W和75 W)时,除气率会随着处理时间的延长而趋于稳定,而当功率过高处于120 W和150 W时,除气率会随着超声波处理时间的增加而呈小范围下降。此外,当温度升高时,2024铝合金的除气率也会提高。
(2) 使用C2Cl6和超声波联合除气的方法,可以缩短超声处理所需时间,提高超声处理效率。
(3) 在经过1% C2Cl6和150 W超声联合除气后,2024铝合金的力学性能会得到显著提高,比未除气的合金,抗拉强度提高了28.3%,其伸长率提高了92.3%,屈服强度仅提高了6.7%。
本文引用格式:喻兵,贾征,宋婷婷,等.高强超声处理对2024铝合金除气的影响[J].特种铸造及有色合金,2021,41(4):458-461.