软管灌装封尾机灌装的时候总是软管尾部压不严实,经常漏料,这个应该怎么调试呢?小编根据这十多年的工作经验,从以下几个方面给您建议:
软管灌装封尾机封尾不牢一般可尝试调节四个关系较大的参数:
1.加热器温度,一般软管灌装封尾机都会有一个温度显示器,两排温度,上排显示加热的温度数字,下排温度绿色显示,是厂家出厂时设定好的,开机就可以一件操作。如下图显示:

软管灌装封尾机 温度显示 此温度是针对不同材质的软管设定,是经过多次尝试后确定的数字,不能随意变更的。
2.封尾夹板夹持压力,一般软管灌装封尾机夹具咬合较好,压尾漂亮,但是当夹具销子脱落后,夹具不能互相咬合,压尾不能正常压合,也会使软管漏液的。正常压字如下:
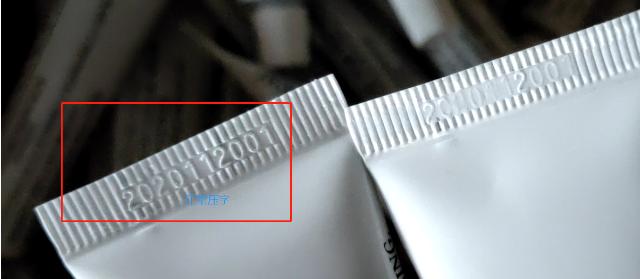
软管灌装封尾机 模具咬合齿清晰 压字漂亮
3.气压压力,一般都软管灌装封尾机都需要一个稳定的气压压力,这样可以使灌装机的灌装量稳定,压字深度稳定,封尾牢固,不会漏液,如果气压不稳定也会出现上图情况;
4.软管灌装封尾机速度或加热时间、夹板夹持时间。增加温度、夹持压力值、加热时间、夹持力可增加封尾牢度,这需要经过多次尝试后,确定封尾的牢固程度是否达到想要的数字,这个需要客观的确定,没有一个硬性的指标;
5.软管灌装封尾机的尾部粘有乳液也会导致封尾不牢,可能出现漏液的情况,这个时候就需要检查下灌装是否正常,是否有飞溅或断料不干脆、或喷嘴粘料等问题,灌装飞溅有时候和气压有关系,这个需要牢记;
6.铝塑管和全塑管的封尾时间不同,铝塑管比全塑管相对难调很多,所以在试机的时候不要忘记多寄些包材给制造者,让他们大量尝试一下,往往小问题都是在批量生产中发现的哦。铝塑管和全塑管外观和封尾强度的折中很难取舍,铝塑管没法达到全塑管的美观度,但保证封尾牢靠是首要的。