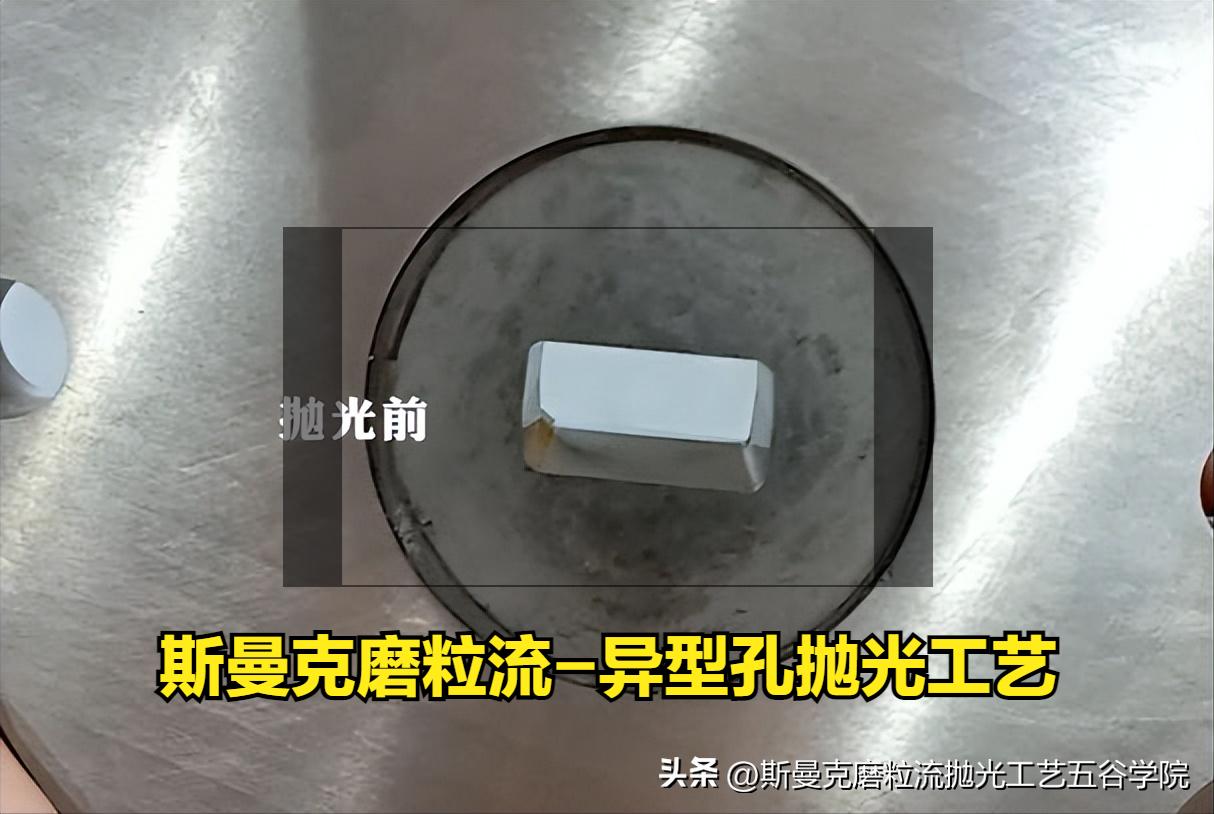
钨钢模具硬度高,抛光难度大,特别是一些异型孔模具,建议使用 慢走丝割一修四之后,使用磨粒流抛光 。 千万不要再用人工抛光了! 一来可以获得几十上百倍于人工抛光的效率,二来抛光的均匀性也更有保障。
磨粒流抛光
以该钨钢模具为例,虽然这个内孔形状比较简单,但人工抛光下来整个成本就非常高了。而且现在很少有年轻人愿意去学抛光,学习周期长工资又不高,还不如送快递。
所以厂家也在想办法,先用慢走丝割一修四, 把粗糙度做到Ra0.4以下 ,然后我们再用磨粒流抛光3分钟, 粗糙度就可以做到Ra0.2以下了 ,如果慢走丝的质量比较好,粗糙度甚至可以做到0.1以下。但是有一点,就是接刀处的深纹路去不掉的。
磨粒流抛光
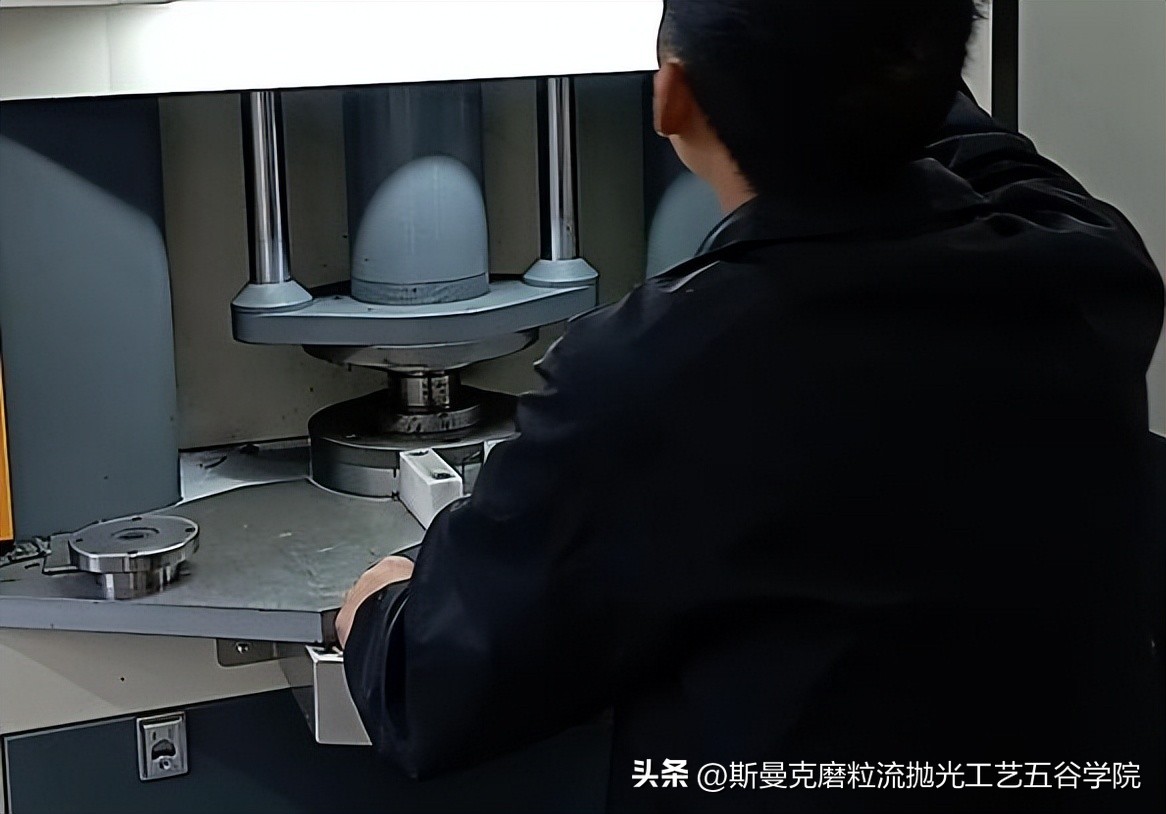
像这种模具抛光操作起来也非常简单,甚至都不用做工装,只需要2块垫片放在上下位置就可以。然后设定好抛光时间3分钟,直接按自动启动就可以运行了。
磨粒流抛光
软性磨料按照同一个方向进行挤压研磨,肯定比人工抛光要均匀很多,特别是一些不太熟练的抛光工人,很难把握平整表面抛光时的一些深浅度。
导致同一个面上,有细微的深浅差别。磨粒流抛光后,软性磨料先吹气清理,然后用无尘布擦拭一下即可。
磨粒流抛光
当然钨钢模具抛光后,也可以水洗,不会那么快氧化,只要水洗后即使吹干就行,吹干后可喷涂少许防护油。
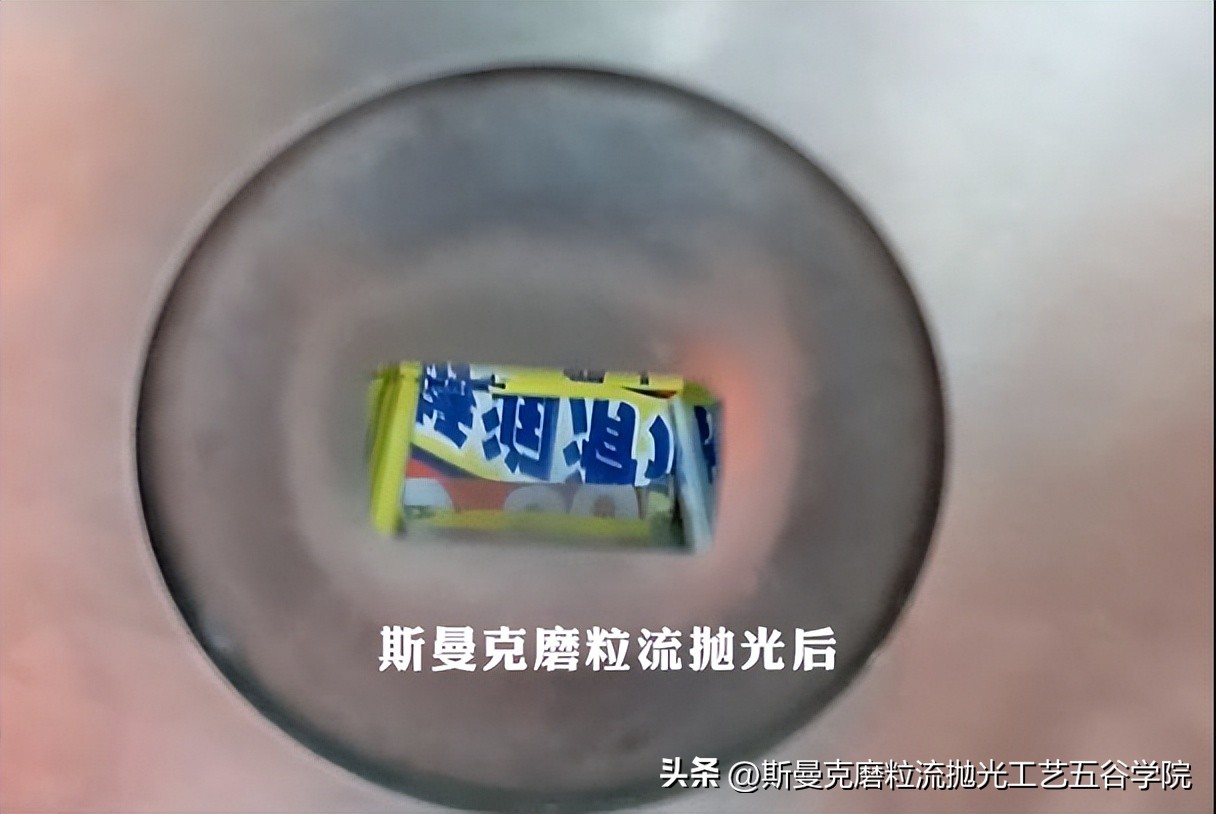
上图为磨粒流抛光后的模具内壁,镜面效果非常好,去除量只有5微米。
有人问中丝割的钨钢模具能不能抛镜面,直接用磨粒流肯定是不行的,需要人工先粗打磨,将深纹路给去掉就行。
直接上机器的话,虽然也能亮,但是做不到镜面,去除量也多。