与黑色金属焊接相比,钛及钛合金焊接最大的不同在于需要对焊缝高温区进行惰性气体保护。以低合金钢熔化极气体保护焊为例,通常仅靠焊枪喷嘴喷出的气体即可对焊缝起到很好的保护。然而对于钛及钛合金而言,除了焊枪喷嘴处的惰性气体外,通常还需要制作专门的保护罩对焊缝及热影响区正反两面高温区进行惰性气体保护。当焊接方法为钨极氩弧焊或等离子弧焊时,焊枪和拖罩保护气体一般采用工业纯Ar,纯度通常不低于99.99%。对于有些质量要求高的焊缝,焊枪保护气甚至采用纯度不低于99.999%的Ar。当焊接方法为熔化极惰性气体保护焊时,焊枪保护气通常采用70%He+30%Ar以提高焊缝熔深,同时改善润湿性。当焊接规范比较大的时候,保护罩通常也会比较长,保护气的纯度和气流量,气流均匀性等都会影响保护效果。一旦保护效果不好,都会恶化接头性能,导致焊缝强度或塑韧性降低,严重的会导致焊缝开裂。
- 气体杂质对焊缝性能影响
钛具有很高的化学活泼性,与空气中的氧、氮有极高的亲和力。在较低温度下,钛与氧相互作用生成一层致密的氧化膜,随着温度的提高氧化膜的厚度随之增厚,超过600℃钛开始吸氧并使氧溶解到钛中。温度再高,钛的活性就会急剧增加并与氧发生激烈反映而生成钛的氧化物。钛在300℃以上开始吸氢,在700℃以上开始吸氮。氧和氮对钛污染的结果是使钛强度和硬度增高而塑性降低。氮比氧的影响程度更大。
氢在钛中含量从0.01%~0.05%会使焊缝金属的冲击韧性急剧下降,而塑性却下降很少。这说明是氢化物引起的脆性,即所谓的“氢脆”。氢也是引发焊缝产生气孔的根源。应严格限制母材及焊缝中氢含量。
熔化焊焊接过程中,熔池像一个小冶金炉,熔融金属暴露在大气中。如果不采取相应的防护措施使熔融的金属钛与空气隔绝,则氧、氮、氢等气体就会熔入钛中,形成脆性氧化物或淡化物,致使焊缝金属的塑性急剧降低,拉伸强度提高,严重情况下将发生脆断,塑性等于零。
2.钛合金焊缝氧化程度
随着温度升高,钛氧化程度增加,焊缝及热影响区将呈现不同颜色,这是由于不同种类钛的氧化物其颜色不同所致。未发生氧化的钛颜色为银白色,Ti0颜色为金黄色,Ti2O3颜色为深蓝色,TiO2颜色为白灰色。可以通过焊缝外观颜色变化来判断氧化程度,随着氧化程度增加,焊缝颜色逐渐由银白向淡黄-金黄-淡蓝-蓝紫-灰黄转变。不同颜色钛氧化物硬度变化趋势见下表,随着氧化程度增加,焊缝变硬。

不同颜色钛氧化物硬度变化趋势
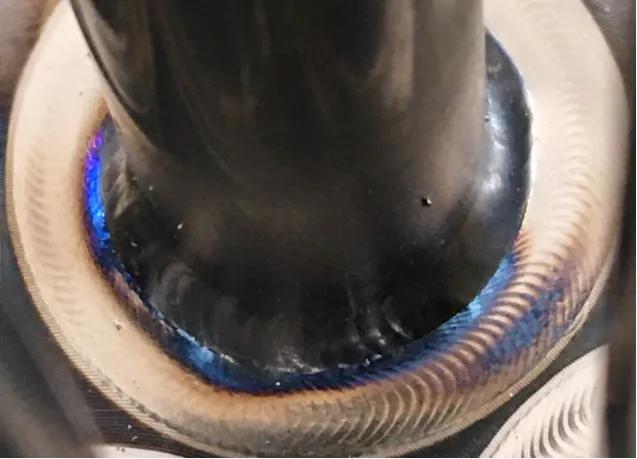
氧化的钛合金焊缝
3.钛合金焊接区气体保护
非真空焊接过程中应对焊缝正反两面实施可靠的惰性气体保护措施,确保焊接区不被氧化。当采用拖罩时,所用拖罩可根据焊件形状及生产条件自行制作,应能保护温度在400℃以上的焊缝和热影响区。必要时应在真空箱或惰性气体保护箱中进行焊接。
保护气体系统的气体导管、阀、减压器、流量计、软管、管道、焊炬和其他有关设备应清洁,每一次开焊前应预先通气,排除焊接保护气体系统残存的空气。
焊接前应采用钛试板对焊炬气体保护系统进行检查,若外观为银白色,则认为保护合格。
焊接引弧前,应提前送气,焊接熄弧后应滞后停气,确定滞后停气时间的条件是应确保熄弧处焊缝的颜色在冷却后为银白色。

钛合金焊接保护罩
4.焊缝表面颜色及校正措施
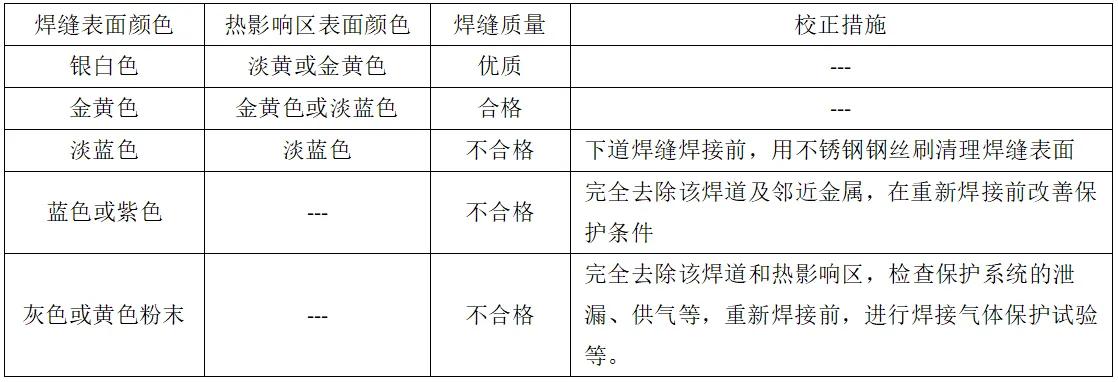
焊缝颜色及校正措施