-
季飞(楼主):
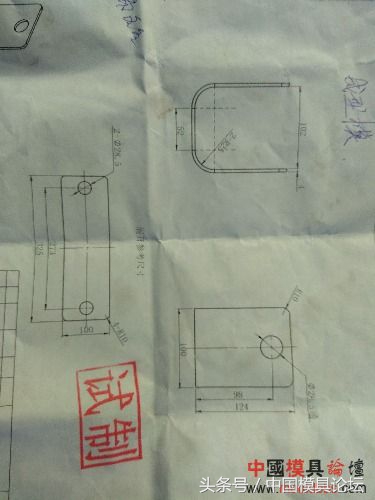
这个成型零件成型后两头高低不一致,并且一会这边高,一会这边低,开口按照图纸大3-4毫米,模具是以两个孔定位的,请教一下这个怎么才能保证开口变形小一点,老头的高度一致。

-
guwq0724:
这个成型零件成型后两头高低不一致,并且一会这边高,一会这边低,
加大折弯压料力,完善模具结构。
开口按照图纸大3-4毫米,模具是以两个孔定位的,请教一下这个怎么才能保证开口变形小一点,老头的高度一致
孔定位改成外形定位(内孔定位有效长度不够且有干涉)
口部变大3~4MM为折弯回弹现象,
追加预折弯工序可以解决
完善好以上问题,可解决折弯回弹/不稳定情况。
-
季飞(楼主):
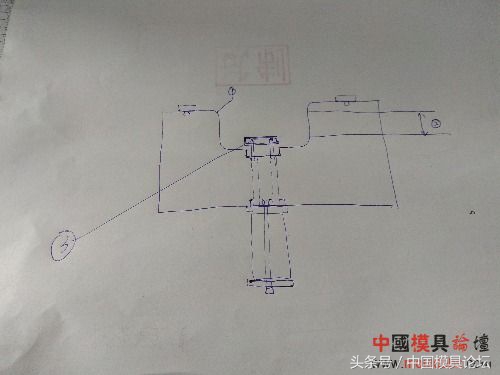
这个是我们制作的大概草图,延生几个问题,请赐教,草图1处R角大小根据什么来确定,草图2处直线段部分高低对开口是否有影响,草图3顶料是不是高点,和开口齐平。
-
guwq0724:
这个是我们制作的大概草图,延生几个问题,请赐教,草图1处R角大小根据什么来确定,
折弯入口R根据材料厚度抉择,一般选取2T。
草图2处直线段部分高低对开口是否有影响,
有影响,合理情况下影响甚小。一般有效直身段选取2T以上,具体分析抉择。
草图3顶料是不是高点,和开口齐平
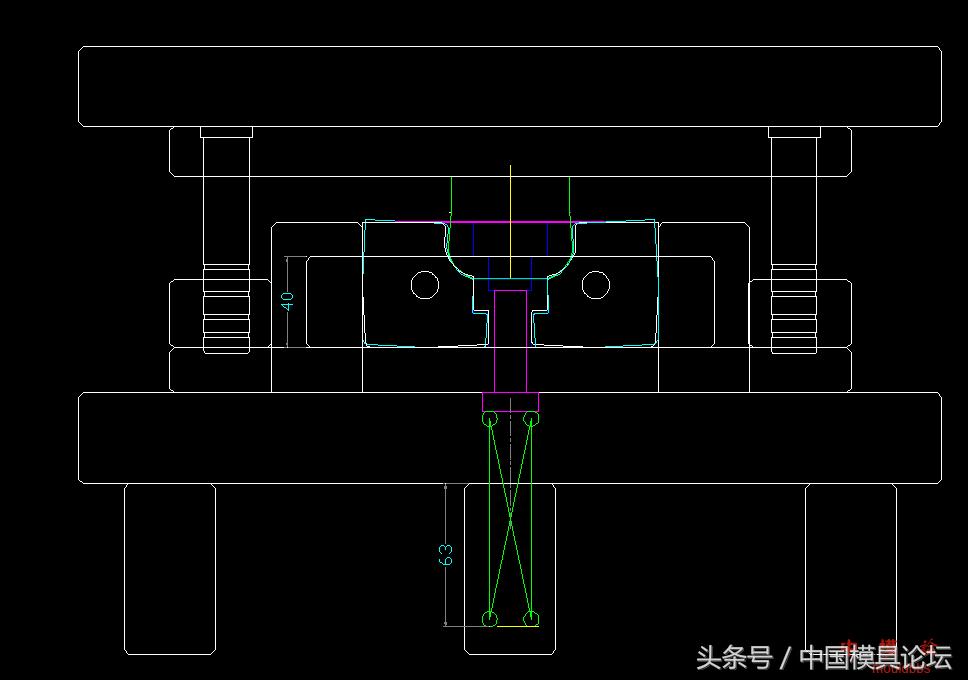
材料强度足够情况下,下模/凹模/母模无需跟产品R。下模按产品直身做通,内脱滑配浮起模面1.0,且压料力必须足够。管位高于模面5.0以上且有效直身位大于2T以上。
楼主需要多看看书,这些基本功在相关书籍资料能自学。
-
zhongwei817803:
非常简单的一个产品,就你画的模具草图延生的几个问题,我说一下我个人的看法。第一个问题,R角大小的确定,一般是根据材料厚度跟材质来确定的,一般我们会选3倍左右材料厚度,最小R角不小于3. 第二个问题,直线部分的高度,也就是模具的有效折弯高度,这个一般要求大于3倍材料厚度。第三个问题,顶料的话不知道你是画的开模实际情况还是闭模情况,如果是开模实际情况,这样顶料块有点低了,最少平凹模面。这只是针对你画的结构而言来说的我的一些看法。
-
zhongwei817803:
然后再来说一下你这模具结构上我个人认为存在的一些问题点:1.压料方式不太好,可以考虑内顶直接做整块,看图纸的话,好像是应该做到110宽。2.定位用整个圆做内定位,会存在带料的问题,建议改成外定位。3.开口大3-4MM很正常,看图纸好像是4MM的材料,R15,肯定会有一定的反弹。如果想开口尺寸一样大,可以考虑在冲头上做压筋,这样即能保证产品稳定性,也能保证开口尺寸。以上只是个能的一些见解,仅做参考,不一定对。
-
陈延彬:
冲头R上 怎么做压筋?
-
zhongwei817803:
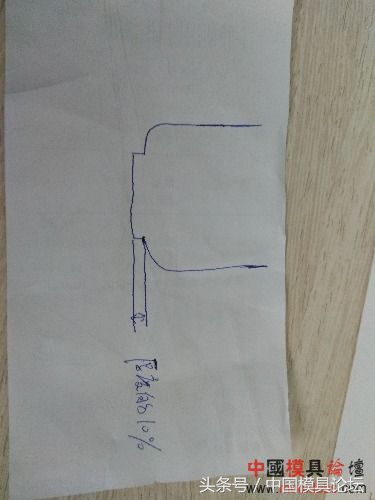
通俗一点解释就是冲头压筋就是冲头R角部分与冲头成型平面有个高低差,4.0的材料厚度压筋高度一般我们做到0.4-0.5.也就是做到材料厚度的10%左右。但是,做压筋会影响产品的外观,这个需要跟客户确认。下面有个大师画了个活动凹模的示意图也不错,我做过类似的结构。针对不锈钢反弹过大的产品可以选择用那种方式。那样能更好控制角度!
-
季飞(楼主):
可不可以理解成这样。
-
zhongwei817803:
画反了,把你凸出来的地方变成凹进去就好了。
-
季飞(楼主):
冲头上做压筋是什么意思?
-
guwq0724:
他说的是加强筋,抑制产品回弹,申请通过率低于10%
控制回弹方面,加个预折工序更实在的说。
-
Enrgnohzenr:
退料那个跟凹模平,压力要够大,最好用拉伸机做,还有凹模倒角要平行,要cnc加工出来。
-
没田的农民:
这张图应该对你有帮助