本文通过对 计量设备、双螺杆挤出机和下游系统协同工作的具体分析,帮助工艺工程师了解各部分的调整原理 ,以控制最终部件特性并管理混合过程。
下篇当中,我们将从进料系统、物料粘度、下游处理等方面进行详细阐述。
2 计量系统
预混料可以通过容积式喂料器计量加入TSE。通常指定失重 (LIW) 进料流量以准确计量进入TSE工艺部分的单个或多个物料流。TSE工艺部分中的压力梯度大部分由螺纹元件的选择决定,这使得能够通过侧喂料器或液体泵向下游引入材料(即填料或纤维)。
颗粒、粉末、纤维和液体等不同形式的材料被计量加入TSE。如果挤出机是饥饿喂料的,那么螺杆和机筒之间的工艺空间会被部分填充。则此时输出速率由喂料器设定,因为螺杆转速是独立的,可以与喂料速率配合使用以优化混合效率。在很大程度上,TSE中的停留时间 (RT) 取决于进料速率,停留时间分布 (RTD) 由螺杆转速确定。TSE混合系统固有的RTD能够有助于“平衡”较小的喂料波动。
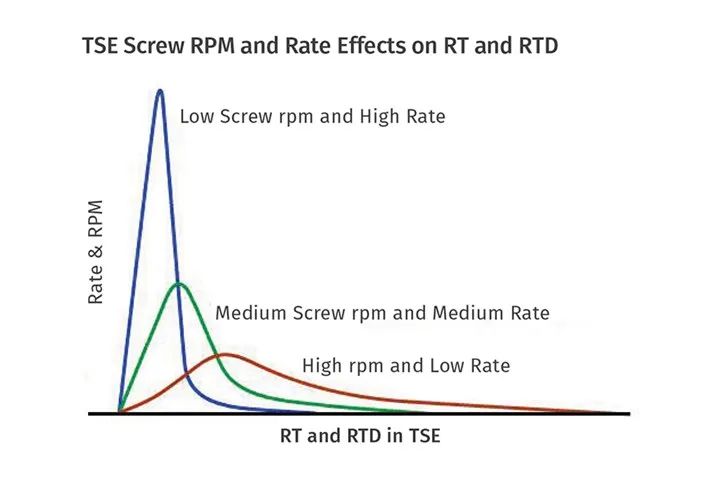
图4 速率和螺杆转速共同决定共转 TSE 中的停留时间和停留时间分布。
进料速率与螺杆转速的关系,需要结合螺杆设计、调节过程的传质/混合特性。由于进料速率和螺杆转速与混合有着千丝万缕的联系,因此了解任何TSE中固有的五个区域是很有见地的:
1.通道:通道中的混合速率与单螺杆挤出机相似,低于其他TSE剪切区域。
2.剪切间隙:在螺杆尖端和机筒壁之间,该区域的物料受到显著的平面剪切作用,易于计算。
3.拉伸混合区:当材料从通道过渡到具有拉伸/空间加速效果的剪切间隙时,此处会出现极其有效的混合机制。(没有简单的公式,需要计算机建模来计算)。
4.顶点(上/下):上顶点和下顶点区域是材料“感觉”到另一个螺纹元件影响的地方,也是压缩/膨胀和定向流场影响混合的地方。
5.相互啮合:少量有限的材料通过螺杆之间并经历强烈的剪切效应。随着吞吐量的减少或增加(在恒定的螺杆转速下),材料在混合区停留的时间或多或少,因此“混合过程”会受到影响。RT可以少于10秒或长达10分钟。典型的RT在20秒到2分钟的范围内,挤出反应过程可能需要更长的RT。
随着螺杆转速的降低或增加(以恒定速率),对RTD和“混合体验”都会产生显著影响。增加螺杆转速会扩大RTD,降低螺杆转速会使其变小。
3 粘度
粘度还在影响分散混合效率的TSE中的剪切应力/混合中发挥作用。计算如下:
剪切应力=峰值剪切率×粘度
较高的粘度会增加剪切应力并因此提高分散混合效率。在TSE工艺部分的早期阶段,在熔化过程中,粘度(和剪切应力)处于最大值,有助于实现分散混合。在TSE过程的后期阶段,粘度随着相对较低的剪切应力而降低。
双螺杆机筒是模块化的,会利用内孔进行冷却。每个机筒部分,通常为4:1L/D,利用PID温度控制器来设置温度设定点。温度曲线与螺杆设计相结合,用于战略性地管理熔体粘度(剪切应力)和“混合体验”。
例如,熔化区的较高温度设定点可能会软化树脂并降低工艺部分前端的分散混合效果。在熔化(和降低粘度)后向下游引入材料可以避免剪切敏感材料不必要的磨损和降解。结合螺杆设计增加或减少冷却,是实现所需混合效果的有用工具。
请注意,由于相对传热效率,较小的TSE控制温度和粘度的能力明显更为明显。在较小的TSE中,传热表面与加工材料体积的比率更大,因此效率更高。这就是为什么大多数挤出工艺不会按体积缩放的原因。
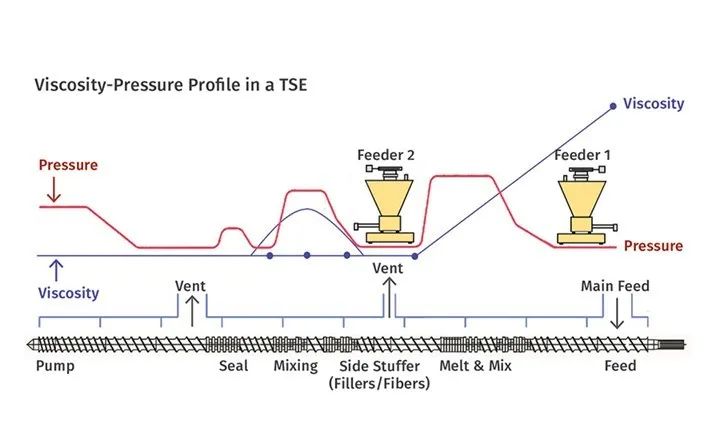
图5 受控压力梯度有利于顺序下游单元操作。粘度管理调节混合效果。
4 TSE系统示例
预混料: 配方预混料可以在间歇式混料器中制备,然后计量加入TSE。要确定预混料是否可行,可以混合一小批并将其放入玻璃罐中并摇匀;如果摇匀后不发生分离,则预混是可以接受的。使用粉状树脂有助于最大程度地减少料斗中的离析效应。
预混现在也应该被视为“混合工艺”的一部分。预混料通常可以获得更高的TSE吞吐量;仔细设计熔化区以避免压实/结块效应,熔化区的高剪切应力对分散混合特别有利。受益于预混系统的产品示例包括:色母粒、柔性PVC配方和合金/混合物。小样品是预混TSE配置的理想选择。
多股喂料: 进料流可以通过LIW进料器计量进入TSE进料口。颗粒和添加剂通常被计量进入主进料口和/或各个下游位置。根据批量大小和配方,一些预混合可能仍然是必要的。
有时,熔化过程中的添加剂颗粒压实现象会产生团聚物,在工艺后期难以分散,因此最好算好计量加入熔体并管理不同进料流的停留时间和“混合过程”。饥饿喂料TSE固有的压力梯度使得在熔化步骤后向下游引入材料成为可能。
侧喂料机是一种通常与TSE集成的装置,用于在塑化后引入填充物、纤维和其他材料。与TSE一样,侧装料器利用双螺杆螺旋转将材料“推”入TSE工艺部分,以避免高剪切熔化区。这就是为什么侧喂料目前如此流行,是为了最大限度地减少玻璃纤维磨损和避免加工剪切敏感填料,如阻燃剂或化学发泡剂。
各种液体的注入也很常见,包括环境注入和加热注入。反应性挤出工艺(即用于热塑性聚氨酯)通常在TSE系统上进行。
串联系统: 指SE将一系列单元操作串在一起,以连续修改、混合和脱挥发聚合物配方。同向旋转、相互啮合的TSE的长度/直径比在机械上被限制在大约60:1L/D,这限制了可以执行的单元操作的数量。有一种趋势是在单个系统中将多个挤出机(单向和同向/反向旋转 TSE)排列在一起,以促进100:1或更高的L/D,以及集成具有不同螺杆直径和rpm的挤出机。示例可能是:
• 混合聚合物/添加剂并在TSE中形成均质熔体,然后注入超临界CO2并泵入冷却单螺杆挤出机以制备发泡产品。
• 在60:1的TSE中脱除25%的配方,然后泵入混合填料的十字头TSE,然后泵入齿轮泵和下游压片操作。
• 回收消费后废料(例如来自安全玻璃的PVB)并分散残留玻璃、脱挥发分并计量进入第二个TSE,在该处执行额外的挤出混炼操作。
串联挤出系统提供的机会在很大程度上尚未得到开发。
5 下游业务
双螺杆混炼系统可以是改性造粒和挤出成型系统的一部分,用于制造片材、薄膜、型材或纤维。前端设备包括换网器、齿轮泵、分流阀和各种冷却和分级设备。无论如何,TSE的主要目标是快速有效地混合配方,并且不会降解。
熔体过滤装置专门用于去除未分散的组分并在模头前清理熔体。超细过滤是可能的,但容易导致压力和温度升高(并且可能会造成降解)。前端组件的设计应尽量减少压力,流线型熔体流动路径,并尽可能地短,以尽量减少高温下的熔体停留时间。
重要的是要认识到在TSE之后可以降解混合良好的熔体。一种产品可接受的熔化温度可能对另一种产品不可接受。例如,在切粒之前,水下造粒模头中的RT仅需几秒钟,并且允许更高的熔体温度而不会退化。这与片材或薄膜前端适配器和组件中的RT截然不同,后者可能包括齿轮泵、换网器和模具,后者的RT可能有几分钟。
不同产品的相同配方也可能有不同的混合要求。例如,薄结构(即薄膜或纤维)比厚壁产品(片材或模塑部件)具有更高的分散混合阈值。在极端情况下,可能需要在造粒后进行后均化,以平衡并最大程度地减少批次差异。这也可以被视为“混合工艺”的一部分。
人们普遍认为,同向旋转啮合双螺杆挤出机是一种功能强大且灵活的连续混炼设备,可以混合无数配方,从而制造出我们每天看到和使用的塑料产品。
目前的设备开发将继续扩大双螺杆挤出机的这一适用范围,并提高通过TSE制造的产品的质量,利用两个相互作用的螺杆固有的独特几何功能。计量设备、双螺杆挤出机和下游系统都应协同工作,以控制最终部件的特性并管理“混合工艺”。