汽车冲压拉延工艺常见的问题除了我们说的开裂还有一个重要的问题是起皱,起皱不仅影响制件的外观质量降低了模具的使用寿命而且后期对于焊接和电泳,总装都有影响,大大的降低了整车的质量,下面我们谈谈拉延起皱常见的解决方法:
拉延起皱的底层逻辑:
1:走料太快导致起皱。
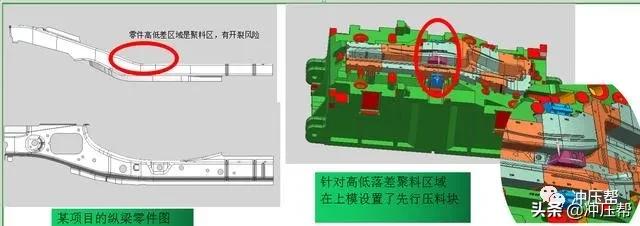
2:冲压成型过程中或零件造型出现了聚料区域导致的聚料起皱(零件高低落差大,存在三角区域导致聚料)。
前期工艺分析采用的方法:
.1:设置合理的冲压角度(冲压角度一定要选择合理,冲压角度要尽量使拉延深度均匀,尽量不要使零件成型出现聚料的区域) 。
2:设置平顺的压边圈(压边圈一定要尽量平顺,不能急剧变化,这样会造成走料不均匀而导致起皱)。
3:设置合理的坯料尺寸和形状(坯料尺寸和形状过小会导致压力接触面小,从而使材料走料快而导致起皱)。
4:设置合理的下压。
5:设置合理的拉延筋(拉延筋的形式很多,圆筋,方筋,双筋,单筋等等,如果发现出现了起皱可以适当追加拉延筋或增加拉延筋高度等等)。
6:对相应的R角进行减小(当发现起皱区域,可以适当减小工艺补充区域的R 角来增加成型过程中的阻力)。
7:设置预先压块或者顶料块来解决起皱(当发现无法通过冲压角度来实现解决起皱,可以设置预先压块或者顶料块将有起皱风险区域的料压住降低起皱的风险)。8:可以设置“吸料包”(余肉)进行吸收起皱区域多余的料。

后期现场调试采用的方法:
1:研合要达到要求(研合不良则压边圈和上下模间隙不均匀使走料不均匀导致起皱)。
2:试模坯料尺寸过小(原则上拉延成完型之后坯料终止线距离拉延筋3mm到5mm,当发现起皱坯料终止线过拉延筋可以适当将试模坯料尺寸增加让材料进料阻力增加)。
4:增加下压(通过适当的增加下压来增加进料阻力来解决起皱)。
5:将起皱区域对应的拉延筋加高或减小拉延槽R角或增设拉延筋(通过以上方法可以增加进料阻力)。
6:检查压边圈上的平衡块高度是否合适(过高则会增大上下模间隙使进料阻力减小形成起皱)。
7:工艺满足的前提下可以增加“吸料包”来将起皱的区域多余料吸收。
8:调整好上下模具间隙做强压来将起皱区域压平。
以上为现场调试经常用的方法和角度,我们在实际操作中一定要灵活运用,现场的调试是数据积累重要组成部分,有了这个数据可以大大降低前期工艺分析时间,现场调试数据要与前期分析进行数据共享,得到合理的经验数据。最重要的工作是数据的管理保存,给将来的类似零件以参考指导!
