
"在自控系统终端执行单元中,气动调节阀(以下简称调节阀)与电/气阀门*位器定**(以下简称*位器定**)是 缺一不可的搭档 。只有当二者都保持良好状态,并能够密切配合时,才能顺利完成控制回路的终端执行任务。但在执行单元出现问题时, 调节阀和*位器定**之间也要亲兄弟明算账的 。调节阀和*位器定**,你的“阀”究竟坏哪了?尤其是对于刚入行的圈友,如果故障分析出现了方向性错误,不但解决不了问题,反而可能越搞越复杂。做无用功还在其次,影响生产责任就大了。今天,小圈特邀有着 多年行业经验的刘老师 ,结合其个人经历为大家总结一些思路,供大家思考!"
01 检查*位器定**的气源压力是否正常
一般薄膜执行机构要求高于弹簧范围上限 40~60kPa ; 例如: 对于80~240kPa的弹簧范围,气源压力应调整到240+(40~60)=280~300kPa……依此类推。
气缸执行机构为 400~600kPa 。
02 确认控制信号是否与系统输出值相符
一、智能*位器定**大部分都能够 从屏幕或手操器 显示电流;
机械*位器定**需用 万用表 测量电流。
二、在调节阀投用前或离线后,如需单独验证系统卡件空载电流大小,可将万用表置于直流电流档,直接从*位器定**输入端子上测量电流 (注意:因电流档内阻很低,相当于用一根导线直接把*位器定**短路,所以当调节阀在线运行时,不可用此方法!!)。
三、当调节阀处于在线运行状态,不便拆线测量电流时,可测量直流电压,结合*位器定**说明书上的负载电阻值(机械*位器定**一般是250Ω左右,对应电压为4~20mA×250Ω=1~5V左右;智能*位器定**不同品牌和型号负载电阻差距较大,约300~600Ω)换算验证。
四、上述检查完成后,如阀位和系统输出仍有偏差, 应先将运行中的调节阀切到离线状态,再分别用串联和并联测量电流方式,检查带负载时电流与空载时电流是否一致,以排除电路系统问题。
当系统中带有 齐纳安全栅 的情况下,因其与*位器定**一样属于耗能元件,会使系统AO输出卡件带负载能力明显下降。尤其是当信号 接近20mA时 ,衰减可能会更明显;所以该产品应用已经越来越少,绝大部分场合已被独立供电的隔离式安全栅替代。
03 观察*位器定**的输出压力表
如果输出压力能够 从0→接近气源压力之间连续、平稳变化 ,而调节阀阀位 不变或动态异常(比如振荡、卡涩) 的话,则基本可以排除*位器定**故障的可能性,应 重点检查 调节阀本体或工艺系统,常见问题有:
- 执行机构推力不足,无法有效克服密封件摩擦力 ,常见于高温介质调节阀的石墨填料和金属/石墨密封环配置时;
- 阀芯阀座之间,或导向间隙有异物侵入, 如焊渣、铁锈等;
- 压差较大(尤其是阀芯为不平衡结构时),或存在闪蒸、气蚀、水锤、脉动流等特殊工况。
04 如果确认调节阀和*位器定**本体性能都没有问题,但阀位和电流信号仍有偏差的话,应 重点检查是否存在*位器定**安装问题 。
一、针对所有*位器定**安装的 基本要求 , 就是阀位在50%时,直行程反馈杆要处于水平位置 (见图1);角行程也需要轴承对准凸轮中线(或位于反馈电位器行程中部,各品牌产品略有区别,以安装手册为准。参考图2~4),此时定位线性度和对称性都最好。无论是机械*位器定**还是智能*位器定**, 只要保证了50%阀位时反馈组件的准确度,都可以很快调整好零点和满度。
如果该50%位置偏差较大,即使零点和满度能够对准,中间三点或五点行程的非线性修正也很难做好,会影响工艺调节品质。
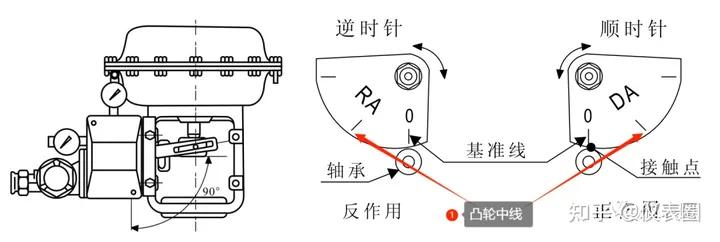
图1(左) 图2(右)
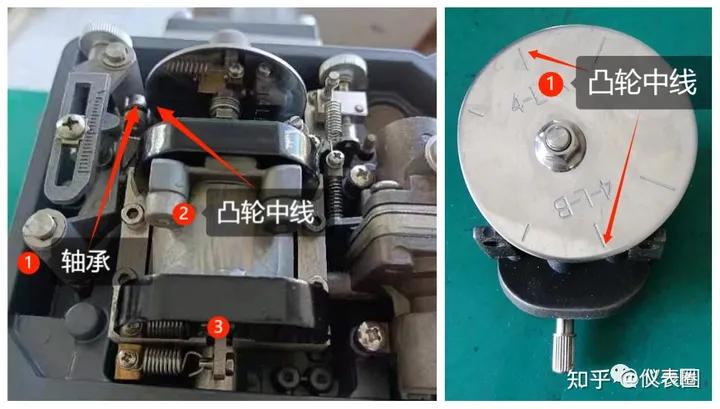
图3(左) 图4(右)
二、现在*位器定**基本上都是在阀厂配套好的,所以很多用户甚至是专业施工人员,对*位器定**安装都不太熟悉。加上智能型*位器定**的普及,大部分产品都具备了“一键通”、“傻瓜式”自动整定功能,动手实操的机会更少。
但仪表人在维护过程中仍然免不了进行备件更换等工作,如果安装时没注意细节, 可能会导致行程范围超出*位器定**位置传感器的最大工作角度 (如图5), 自动整定功能无法正常完成。
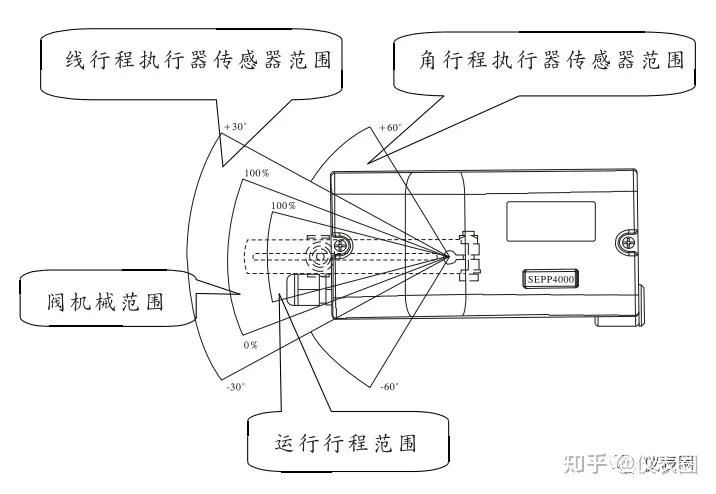
图5
三、当 调节阀口径DN≥250 ,阀门动作速度会 相对较慢 。当信号给出后超过一定时间(比如60s)还未到位时,一些品牌*位器定**会自动诊断为调节阀动作异常,会停止自动整定并发出报警信号。
此种情况应加装气动放大器,以提高动作速度。
四、当 调节阀口径≤DN50 ,由于行程较短,如果安装不当的话,传感器全行程角度太小,会导致死区变大、灵敏度降低、容易振荡或调节品质变差等问题。
此时应调整反馈销与反馈杆之间的配合位置,使全行程角度范围尽量接近图5中“运行行程范围”上限 (一般直行程*位器定**为45°左右),此时定位精度最高,稳定性也最好。
五、容易被忽视的小零件:反馈杆弹簧(如图6)。
向下箭头所指为 反馈销 , 弹簧作用 是将反馈销始终压在反馈杆长槽的一侧,避免因反馈销和长槽之间的间隙导致阀位波动。

图6
不同品牌*位器定**反馈杆组件所带弹簧结构不尽相同(如图7),但原理是一样的, 都是为了消除反馈杆长槽和反馈销之间的间隙。
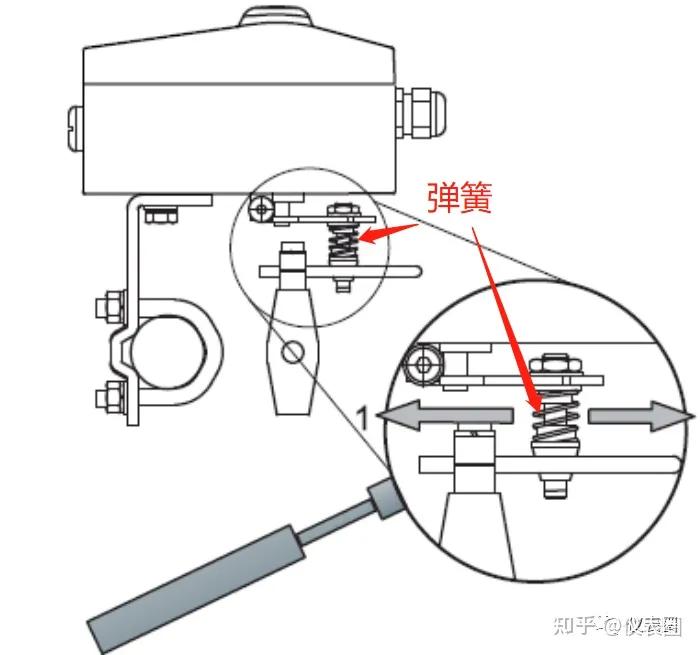
图7
六、对于角行程执行机构,阀位振荡还有可能是 因为气缸轴端部开槽与反馈组件之间存在配合间隙;
或因为管道、阀门长期振动,导致*位器定**紧固件有松动, 如反馈组件的顶紧螺钉、背紧螺母等部位。
以上是关于执行单元故障(调节阀和*位器定**)的分析,如果您觉得不错,请 分享 给更多的仪表人学习。
欢迎各位圈友在 底部留言 ,积极分享自己的经验和见解,如有相关问题 可扫描下方二维码进入控制阀疑难交流群!

文章来源:公众号仪表圈
责编:星辰