钻头 钻削的注意事项
1. 必须根据要加工的材料、机床的性能和所用的冷却液,来选择最适合该加工场合的钻头。
2. 若在工件和机床主轴之间存在浮动现象,则不但会损坏钻头,也会损坏工件和机床。必须在任何时候都确保最高的
固性,选择尽 可能最短的钻头可提高稳固性。
3. 钻夹头是钻削加工中的一个重要因素,不允许钻头在钻夹头内有任何的滑动或窜动现象。
4. 建议按照特定钻削加工的要求,采用合适的冷却液或润滑液。使用冷却液或润滑液时,要确保足够的流量,特别是
钻尖部分。
5. 为了确保正确的钻削加工,钻削时必须能顺利排屑,切屑不得堵塞在钻槽内。
6. 在对钻头进行重磨时,要始终确保磨出正确的钻尖几何形状,并且要把所有的磨损部分都磨掉。
钻孔尺寸
随着钻头的几何形状、材料和涂层的不断发展,有可能用钻头打出尺寸更精确的孔。一般来说,具有标准几何形状的
头可打出 H12 的孔。如果钻头拥有综合性的优异配置,则在其他条件都有利的情况下,甚至可以打出 H8 的孔。为了
此有更好的了解,下面给出了各种钻头类型以及它们可达到的钻孔公差:
• HSS 常规用途钻头 – H12
• HSS / HSS-E 抛物线槽形深孔钻头 – H10
• 整体硬质合金高性能涂层 – H8/H9
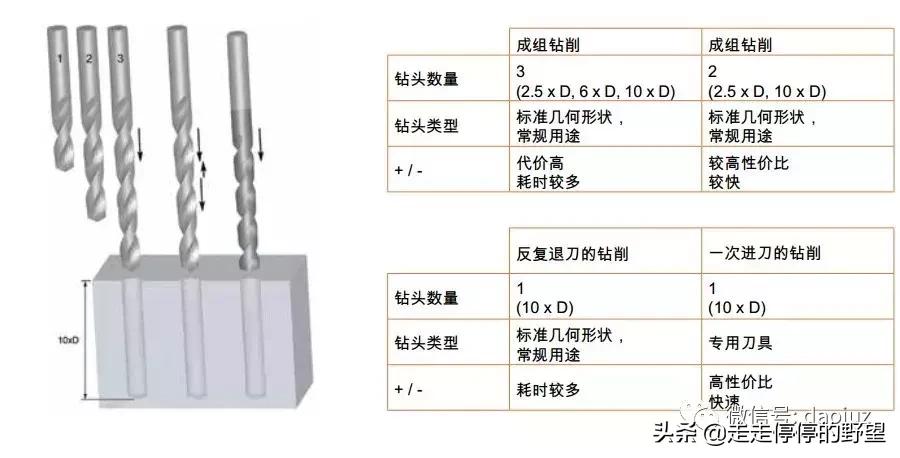
深孔钻削的策略
在钻削深孔时,可采用不同的方法来钻到所要求的深度。下面介绍了四种方法,均可钻到 10 x 钻头直径的深度。
钻削的问题解答
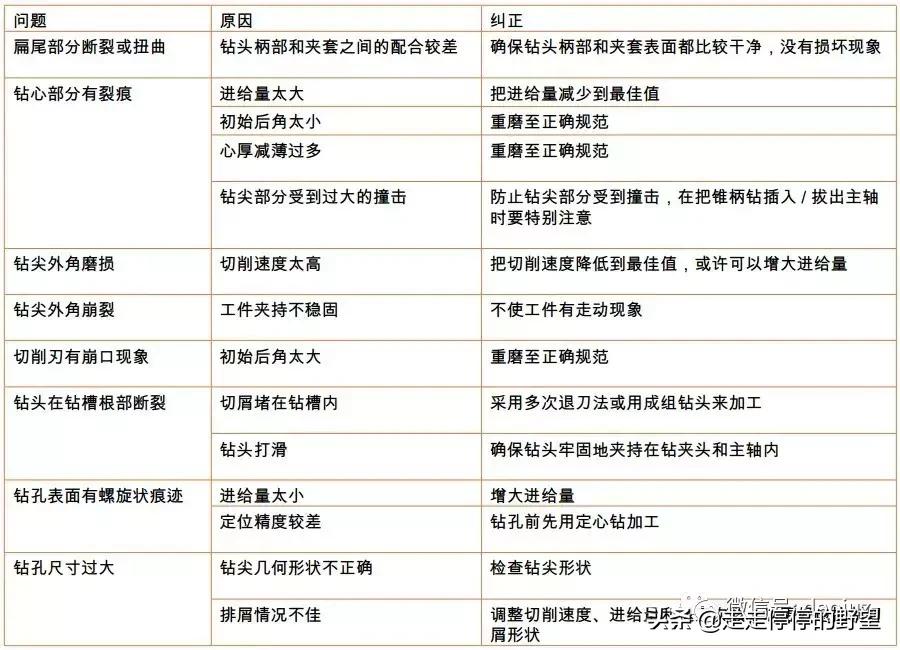
扁尾部分断裂或扭曲 原因:钻头柄部和夹套之间的配合较差,纠正:确保钻头柄部和夹套表面都比较干净,没有损坏现象。
钻心部分有裂痕,原因:进给量太大,纠正:把进给量减少到最佳值;原因:初始后角太小,纠正:重磨至正确规范;原因:心厚减薄过多 ,纠正:重磨至正确规范;原因:钻尖部分受到过大的撞击 ,纠正:防止钻尖部分受到撞击,在把锥柄钻插入 / 拔出主轴时要特别注意。
钻尖外角磨损 ,原因:切削速度太高 ,纠正:把切削速度降低到最佳值,或许可以增大进给量。
钻尖外角崩裂 ,原因:工件夹持不稳固 ,纠正:不使工件有走动现象。
切削刃有崩口现象 初始后角太大 ,纠正:重磨至正确规范
钻头在钻槽根部断裂 ,原因:切屑堵在钻槽内 ,纠正:采用多次退刀法或用成组钻头来加工;原因:钻头打滑 ,纠正:确保钻头牢固地夹持在钻夹头和主轴内。
钻孔表面有螺旋状痕迹 ,原因:进给量太小 ,纠正:增大进给量;原因:定位精度较差 ,纠正:钻孔前先用定心钻加工。
钻孔尺寸过大 ,原因:钻尖几何形状不正确 ,纠正:检查钻尖形状;原因:排屑情况不佳 ,纠正:调整切削速度、进给量和退刀次数,以更好地控制切屑形状

郑州中世信通科技贸易有限公司
郑州中世信通科技贸易有限公司