上篇我们讲了“整理”将必需品和非必需品明确的分开,并把非必需品移走。通过红牌活动实现了只把必需品留在了作业的现场。但如果就这样开始生产,工厂很快就会返回到以前的状态。我们今天讲的5S活动中的“整顿”就是防止此类事件发生的有效措施,也是确保整理效果的有效途径。
整顿的定义:将必须品合理放置,并加以标识,以便任何人方便取放。
在工厂做辅导时会碰到各种各样的事情,只要一个零件没放进去就会导致整个生产线的停止。会问:“出什么事了?”对方通常会回答:“平常是没有这种情况的,恰巧今天负责的人休息了,所以......”这种情况经常发生,这是绝对不可以的。工厂的流程必须变得更加简单些,以使每个人都能够轻松掌握。
通过红牌活动非必需品得到了清除,以前货架上的东西摆的都满满的,甚至放不下,现在货物不仅都放到了架子上,还腾出了很大的空间。工厂已经变的井然有序了,接下来要开始决定必须品的放置场所了。怎么放置实际上在工厂里制定了十分严厉的规则的,因为一旦物品被定好了放置场所,就不能再放到其他的地方。
另外如果我们对待购买品和生产品还是和以前一样随意的话,这项规则就不能得到遵守,为了能够遵守这规则,需要我们马上对生产、购买的体系进行改进。
创造容易放置物品的环境
如果作业现场杂乱无章,会让人感觉不“爽”其最大的原因就是我们生产中的产品已经远远超过了原有的需求,却将其不断的输送到下道工序。由于在下道工序不能马上得到处理,而使物品越堆越多。
防止此类事件的方法很重要,最基本的就是本工序生产的产品要放在自己的放置场所然后由下道工序的人员来领取。也即是说:我们要设置产品放置的场所,以便下道工序的人员来领取。
为了方便下道工序的人员来领取,我们设置的放置场所要在前道工序的最后面,且要标示出放置产品的最大量,让人看后一目了然。同时也要做出最小量标示,即一旦低于此量则有可能就赶不上生产进度也会满足不了下道工序的领取量。

还有根据下道工序领走的产品具体情况,能够随时做出接下来该生产什么物品的判断。虽然电脑给我做出了生产计划,但我们需要针对现场的具体情况建立微调节机制,这样就不会再制造出多余的东西了。以前的重复搬运和重复计数等多余的作也自然也避免了,窝工情况也会清楚的表现出来。
确定有实效作用的放置场所
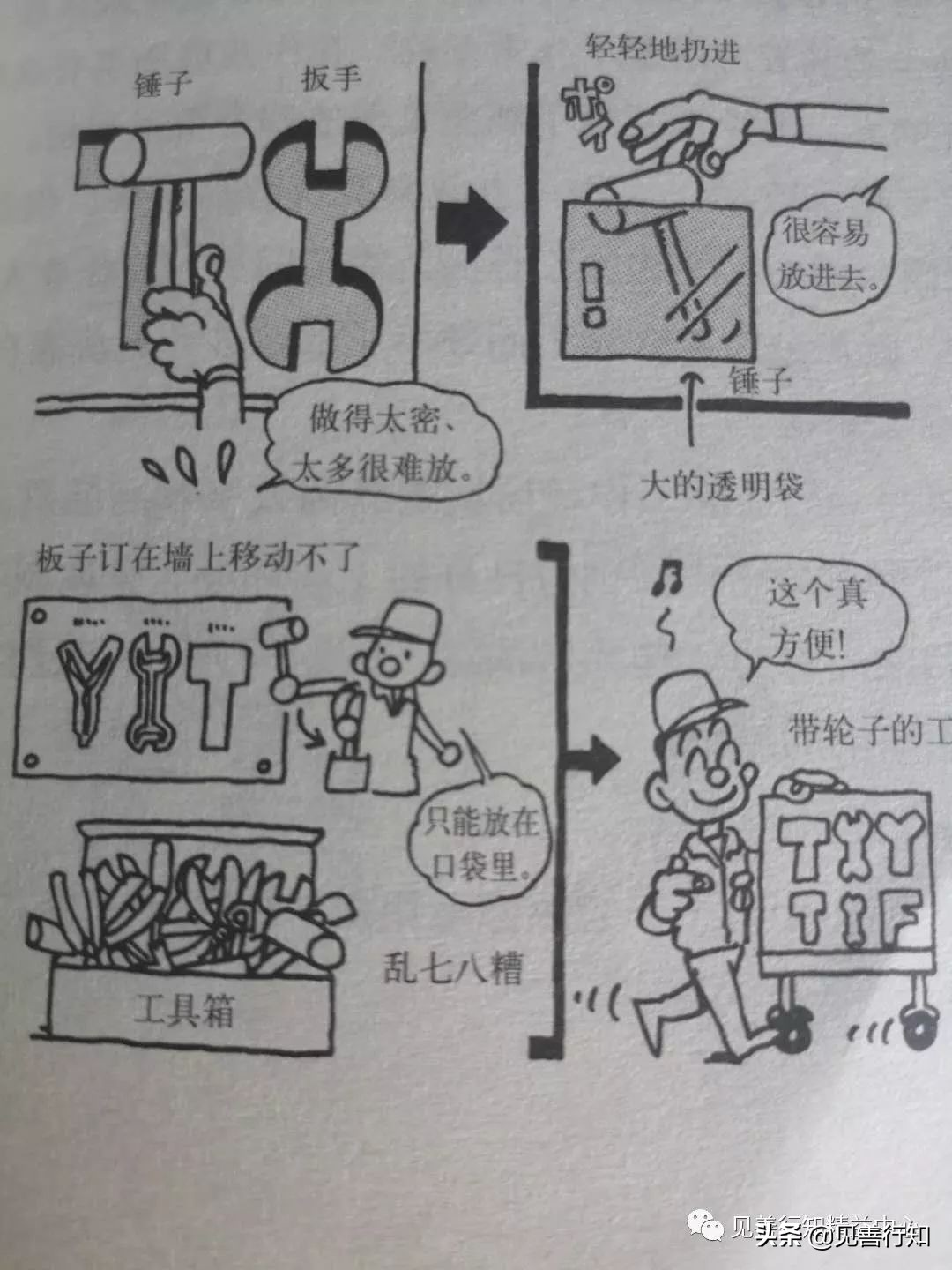
比如说:工具箱按标识的顺序整齐的放在作业现场的专门放置工具箱的架子上,并清楚的写着所有者的名字,看起来是整理整顿做的很好。我想说“合格”但是不行,为什么呢?因为重要的不是表面,而是工具箱的里面。我们打开工具箱看到里面乱七八糟,同型号的扳手放着两把,另外型号的又一把没有,箱子里还有零散的使用过多的螺丝。
于是我们建议采用工具形状的指示板。比如:挂扳手的地方可以画上同等实物大小的图形,需要什么?挂在哪里?一目了然用起来很方便。须注意指示板不能做的太精密,放置工具时太麻烦;或者拿走工具时如果不把工具箱一起拿上需要其他工具时还得再回来取,这样很不方便,都没有站在使用者的角度来思考问题,所以我们在考虑放置场所的时候要想到用起来是否方便,以避免确定了放置场所但却不去遵守的现象发生。
用动作经济原则确定放置场所
对于作业者来说为了使工作变得方便而去考虑物品的放置方法是很重要的。在现场经常看到有些作业员他们干的非常别扭,其实只要稍加改动他们的工作就会变得容易起来。作为解决这一问题的方法我们将采用动作经济的原则:
动作经济的原则:
1、缩短距离——缩短搬运距离,以便工作。哪怕1CM也要争取实施。
2、两手同时使用——使两手各砸左右25CM的范围内能够同时对称的自由使用。
3、减少多余的动作——换手拿、因看不清而凝视、危险而需要小心等等,这些动作都是多余的,应排除。
这样确定下来的放置场所,要用胶布等做上标记以防回到原样。

放置的方法有很多,要把零部件经常放在最方便作业的位置,其次要让生产的东西一目了然,以防止过量生产或延迟生产。只要确定了放置场所,就不会在一旦需要的时候措手不及了。
写 在 最 后
工厂的管理者要能正确的把握确定放置场所,遵守放置规则能给我们带来的效益。发现问题时要当场提醒作业人员,同时对其真正的原因进行调查并做出改善,这样才能逐步加深员工对放置场所的认识。
整顿是我们最好地维持现状,发现今后需要改善之处的好方法。它主要的执行者就是作业现场的监督管理者。