一般的废料处理:
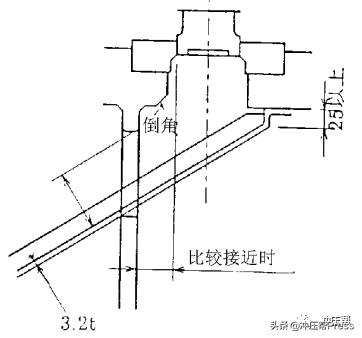
1. 滑槽的倾角为30°以上时:
须按下面要求设置:
1) 采用3.2t钢板。
2) 滑槽到压床端为止。
(模具以外的部分的滑槽须采用折叠式)
3) 不得与模具坚固凸缘干涉。
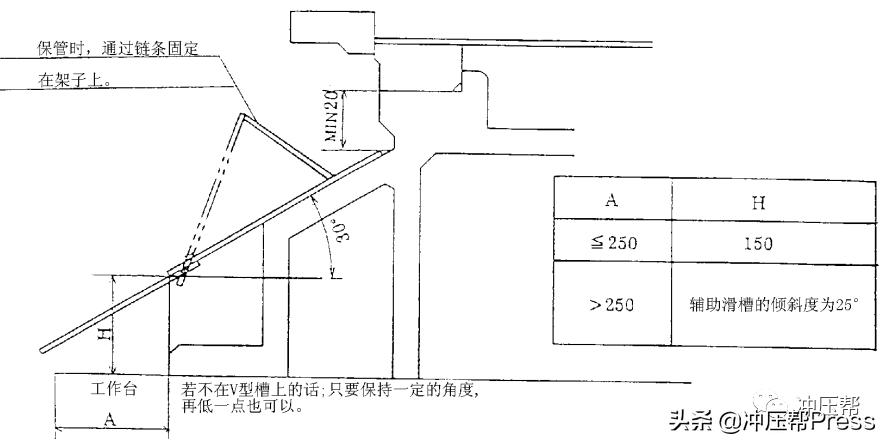
1. 滑槽的倾角θ:25°≤θ<30°时:
必须按照前面所讲a项设计。(但该角度范围是落料模特有的,能够看到现在的状况。
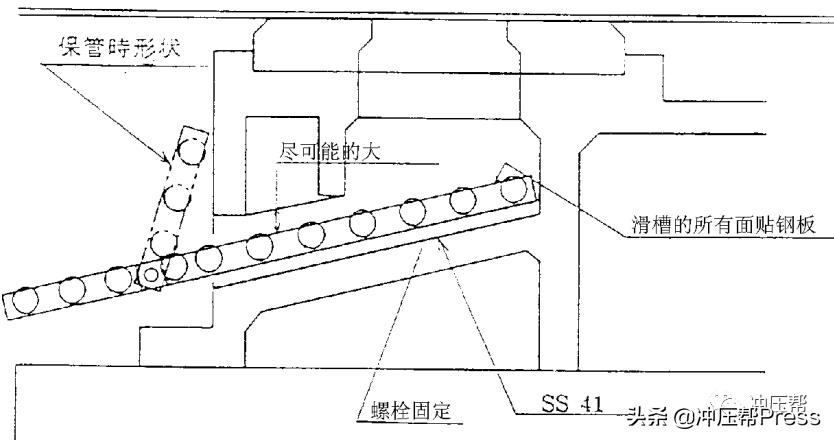
2. 滑槽的倾角7°≤θ<25°时:
1) 采用滚动式传送装置(DKR-3862,间距50钢)
2) 滑槽的长度到模具端部为止。但是A>200时,采用折叠式,到工作台端部为止。
3) 滑槽的所有面贴钢板,滚动部位开孔,滚动支架用钢板焊接。
基体必须方便拆卸、安装。
1. 滑槽的倾角为7°以下时:
1) 强制送出,采用
振子
喷射器
其它装置
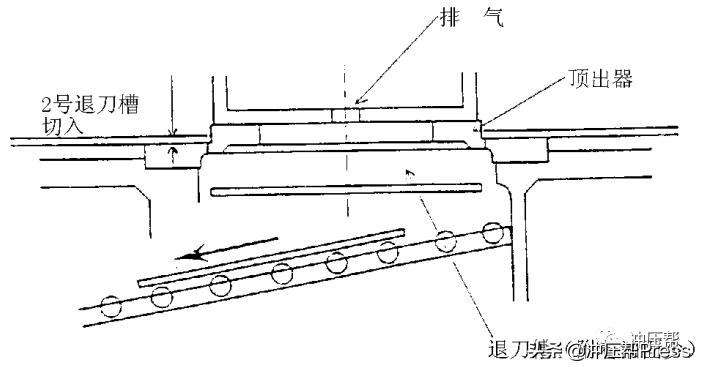
大冲孔的废料处理
问题点
1) 冲压件上浮,有时不能送料。
原因
1) 由于线圈上附着油,上模剪切少,并且不排气,所以造成真空,而举上去。
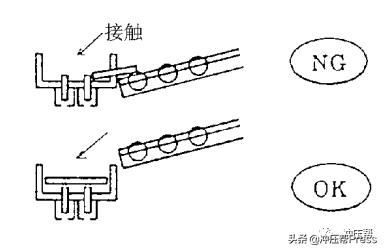
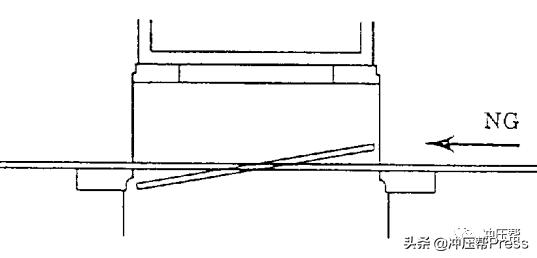
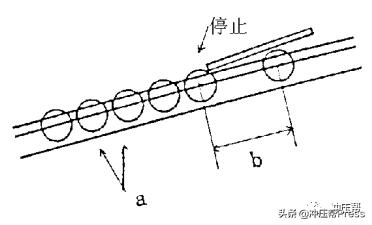
2) 毛刺
3) 2号退刀槽的长度小,若不是一个一个地落焉的话,就以冲压件切削的部分作为支点,废料旋转,如上图所示,就不能送料了。
措施
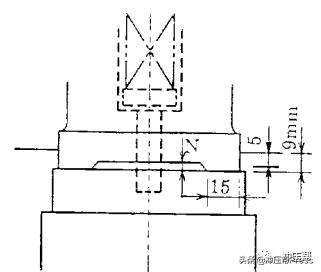
1) 确认2号退刀槽
2) 安装顶出器
冲孔(φ100左右)时
由于附着清洗油,又带有毛刺,所以为了防止废料压接,应指示废料一片片地落下来。
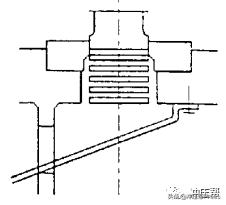
1. 铁板滑槽
废料轻时,滑槽上的油附着废料,不下落。
(ex φ100废料油附着大时,尽管是80°,也不下落。)
1) 滑槽的第一通道,冲孔直径为φ150以下时
·确保滑槽第一通道大于冲孔直径+10m/m,冲孔直径为φ150以上时。
·确保滑槽第一通道大于是50。
2) 防止油附着的措施

2.滚动式滑槽
废料重轻时,在滚动机构不发生旋转起重力。
1) 滚动机构应交错配置
2) 滚动机构的间距应考虑废料的大小
3) 滚动滑槽的角度:
·冲孔直径为φ150以上时,
以15°为目标。
·不能保证以上的角度时,
须安装顶出器。
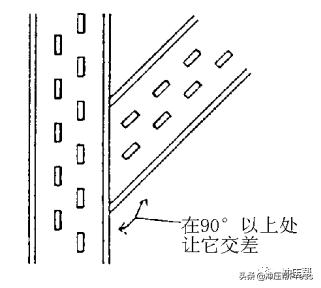
4) 两个方向以上的滑槽不让它集中在一个方向上。
·不得已时,须使用以下的内容。
·交差部位在高度方向。
·平面方向在90°处不须交差。
5) 废料一片一片落下去。