作者:黄义钧
一、概述
某钛合金手机壳表面PVD处理后为枪黑色外观。量产后,由于客户外观要求标准收紧,致使生产良品率从80-90%下降到30-40%,严重影响产能,迫使我们不得不对生产制程进行分析、研究,并采取改善措施以提高良品率。
影响外观良品率的最大因素是表面喷漆后出现的一种白点,这种不良品占整个不良的70-80%,若能解决这一问题,则可大幅度提高产品的直通率。
二、生产流程
为了解白点产生的原因,我们必须对各工序作全面分析。手机壳制程分三大阶段:

手机壳制程分三大阶段
其中各阶段制程如下 :
1) 冲压成型:

冲压成型阶段
2) 激光焊接:

激光焊接阶段
3) 表面处理:
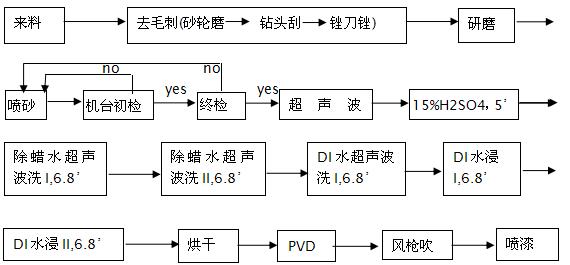
表面处理阶段
其中冲压制程的二次冲切工序是指对激光焊接所需的定位工艺孔的冲切,激光焊接制程的上下盖和PIN为两次不连续的焊接制程,更详细的制程框图中未完全列出。喷砂后的清洗和PVD在另一工厂进行。
三、白点测试与分析
如图1为PVD和涂装后工件局部照片,红色箭头处有一白点(因白点太小,照片无法看清)。为寻找白点产生原因,我们对所有工序的零件一一抽查,发现清洗后产品明显能看到表面异物,对清洗后产品表面进行拍照放大,图2为30X放大图可见残留砂粒,图3为100X放大图,可更清晰见到产品表面残留沙粒。

图1 不良工件

图2 沙粒30X放大图
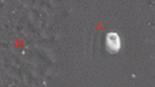
图3沙粒100X放大图
选取500X放大的图4中砂粒方框部位进行EDX成分分析,发现其成分主要是含Si物质,与工件材料及表面PVD及涂装膜层材料无关,可以肯定为喷砂后残留砂粒。
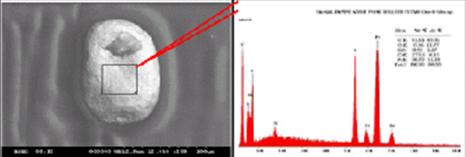
图4 对砂粒作500X放大(左图),选砂粒方框部位进行EDX成分分析
如何分析和判断白点产生的原因与清洗后残留砂粒的关系?砂粒残留是否是白点产生的唯一原因?这需要我们作进一步分析,大致可以作如下判断:
1、白点是PVD膜层覆盖不好露出的基材所致
PVD膜分三层,即Ti+TiN+TiC,膜层总厚度约0.6um,如此厚度的薄膜是无法覆盖如此大颗粒砂子的。覆盖不好,附着力也受影响,导致基材露出,也就是PVD膜不能覆盖基材露出银白色Ti层造成的(另外也可能是PVD镀层有其它杂质造成,但这种可能性很小,非主因,可不考虑)。
2、表面清洗不干净是造成白点的直接原因
从我们对整个清洗工序的了解发现,其主要手段是DI水浸泡,酸性和碱性溶剂除蜡,超声波震洗,这对于一定黏度和一定尺寸颗粒的脏物是有效的,而不在此范围的异物清洗效果不会很好。
3、喷砂后表面残留的难洗脏污是造成白点的根源
清洗前的最后一道工序是喷砂,故喷砂所造成的金属屑和其他异物是清洗的主要对象。由于喷砂的砂粒射速极高,对整个表面都如密密麻麻的*弹子**一样进行轰击,致使其表面不再光滑和平整,会有许多残留物,有的砂砾会坎如工件表层,震动清洗也不掉落。另外我们还注意到大约有10%的工件需要二次喷砂,需要三次、四次喷砂的件也有约3% 。喷砂次数越多,表面微观异物会越多,清洗难度可能会更大。
4、冲压﹑焊接﹑去毛刺过程中产生的脏污对白点均有不同程度的贡献
冲压﹑焊接﹑去毛刺过程中都会产生不同程度的脏污,最终都需要喷砂来去掉。如果脏污太严重,喷砂就难以去除或需要多次喷砂,再加上喷砂后表面微观形态变得凹凸不平,由此会在表面残留大量的脏物。
5、涂装对不良也有较大影响
喷漆阶段因为环境、涂料中杂质等因素,也会产生白点。
四、改善措施
通过以上分析,我们采取了如下改善措施:
1、在浸洗前进行手工刷洗
从整个工件喷砂后的清洗工序看,除了浸泡和超声波震洗,均无其他外力手段对表面污物进行清洗。通过毛刷对表面污物的强制刷洗,可能会对不易震洗的异物的清洗有改善作用,这可能是比较直接和有效的方法,但实验实施后并无明显效果。
2、超声波震洗改善试验
超声波的震源及其气泡的*破爆**均具有辐射方向性,距离近的正对震源的工件表面其清洗效果会更好,距离远的非正对方向的侧面,背面及被前排遮挡的工件振洗效果会差。目前震洗时有排三、四排,不同部位,不同排数的清洗效果存在差异。根据其位置及排列方向进行试验,收集数据并进行分析发现,震源和工件挂具的改善,对白点不良略有改善。
3、喷砂次数与清洗效果的相关性试验
为去除污物和划伤等缺陷,有的工件喷砂会重复几遍。不同次数的喷砂件其最终的清洗效果会有差异。我们通过实验验证,确有明显差异。
4、喷砂参数调整试验
砂粒的材料、形状、尺寸,砂粒喷射的速度、方向、气压等均会对工件表面的亚光效果和清洗效果产生影响。为便于后工序清洗,应以尽可能低的砂粒喷射速度来实现亚光效果,但喷砂不仅是为了亚光效果,也有去除表面污物、划伤等作用,为此需要尽可能高的砂流射速。这是一对矛盾,且会直接影响生产效率和生产成本,由于试验牵涉的因素比较多,比较复杂,也比较敏感,我们非常慎重地对参数进行了优化。
5、对喷漆段采取环境管控及涂料过滤等措施进行改善
实验表明,过滤措施实施后白点不良有明显下降。
6、其他一些改善方向
(1)对PVD偏压参数优化。工件表面未洗净的轻微的附着物,优化参数可最大限度地
发挥其去污效果。但这种方法只能对去污起辅助的改善效果。
(2)研究不易清洗掉的表面脏物的化学成分。当其成分清楚后,可进行针对性试验,看能否找到一种可溶这种脏物或可与其发生反应的化学溶剂,当然这种溶剂也要能保证不会带来其他污染。
(3)喷漆前后白点的异同分析。初步调查表明,喷漆前后均可能产生白点,但其色泽、微观形态似乎有一些不易察觉的差别。
五、结论
通过上述多项改善措施,在客户加严外观检测标准的情况下,产品直通良率最终回到了80-90%的水平。其中最有效的几项措施是:
(1)对未清洗干净的工件,重复进自动线进行二次清洗;
(2)对喷砂后仍脏污工件,只能进行二次喷砂,若仍有脏污,则报废,严禁第三、四次喷砂;
(3)对涂料进行过滤。
作者:黄义均
编辑:材料表面处理在线
图文版权:材料表面处理在线
本文不做商业用途