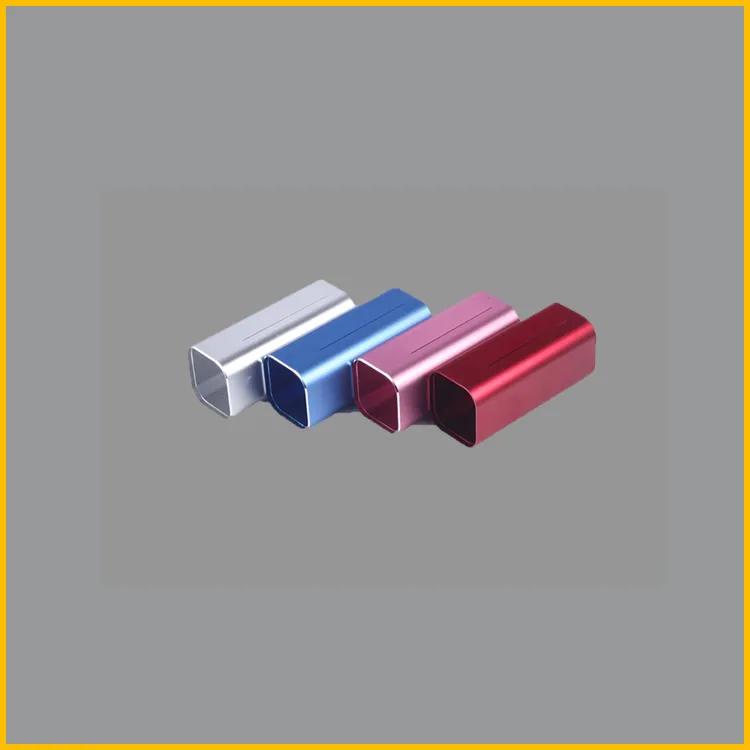
铝型材挤压裂纹:挤压铝材棱角或厚度差较大的台阶附近产生锯齿(周期性)、开裂或撕裂。肉眼或微观上观察,按一定间隔产生开裂的较多见,高强度铝合金易产生这种开裂。挤压温度或挤压速度高时,挤压材料在高温下脆化,棱角半径处容易产生,见下图。

1、挤压铝合金产品挤压裂纹产生的原因
(1)挤压毛料温度过高;
(2)挤压速度太快;
(3)节流阀失控;
(4)加热炉仪表失灵;
(5)多孔挤压时,模孔排列太靠中心,使中心金属供给量不足,以致中心与边部流速差很大;
(6)铝材模具设计、制造不佳;
(7)铸锭均匀化退火不好。
2挤压铝型材产品产生裂纹的消除方法
(1)降低挤压温度及挤压速度。
(2)经常巡回检测仪表和设备,以保证正常运行。
(3)修改铝材模具设计、精心加工,特别是模桥、焊接室和棱角半径等处的设计要合理;挤压铝件端面的棱角部半径尽可能取大。
(4)在高Mg合金中尽量减少Na含量。
(5)铸锭进行均匀化,提高塑性和均匀性。