从产品的设计,到产品调试组装后,中间要经历模具的制作,才会有产品的产品,
然而模具从设计到加工再到组装调试,直到最后打出产品,在这个环节中,最重要就是试模阶段。一般我们的设计原理都是几乎问题不大的,很多时候产品的好坏在于试模过程中的调节,这个是重中之重。

中磊教育 模具设计
试模是模具从理论到实践验证的一个过程,在这个过程中一般都会遇到一些问题,比如:产品平面度不平整、公差不到位,折弯角度不到位、尺寸超差、毛刺问题、产品表面问题等等。下面给大家介绍一下工厂一般发生的问题及改进办法。
常见成型角度问题与改进方法归纳:
一、产品成型角度偏大:
原因:
1、考虑冲床吨位是否合理,吨位太小导致成型打不到位。
2、检查模具打死状态合模是否合适,如果模具没打死则会出现上述情况。
3、是否存在折弯边高而冲压速度较快的情况,过快的成型导致还没成型到位及开模。
中磊教育 模具设计
解决方案:
1、重新选择冲床吨位,
2、重新调整合模高度
3、适当降低冲压成型速度
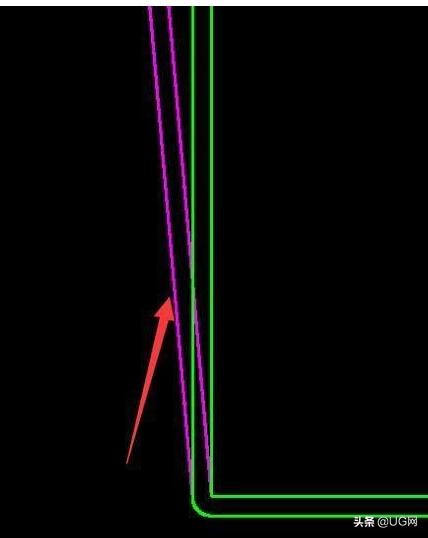
二、成型镶件安装、成型不垂直:
原因:
1、成型镶件与下模板的装配间隙较大,产品在成型时向后扩张。
2、成型镶件与下模板的装配间隙过小,产品成型后角度偏小
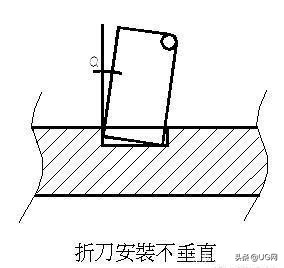
3、成型镶件加工与装配时不垂直,导致成型角度出现较大或偏小的情况
中磊教育 模具设计
解决方案:
1、重新调整装配间隙大小:对于带滚子的成型边装配间隙为T+0.1,硬料减半,不带滚子的成型边装配间隙为T。
2、检查成型镶件是否安装垂直,且最好是将成型镶件底部进行倒角后再进行安装,安装时不能有铁屑、毛刺等杂物。
三、双边成型后,产品中间内凹或者外凸
原因:如果成型时压料力太小,就会出现产品底部平面内凹或者外凸,使得产品成型角度偏大或者偏小。

中磊教育 模具设计
解决方案:加大或者更换更大弹簧,以加大成型前的压料力,防止产品出现变形。
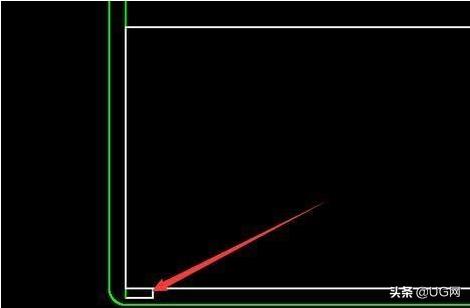
四、压径高度对成型的影响
原因:很多厚料或者成型角度比较大的产品位置,设计师在设计模具结构的时候是需要考虑成型稳定性,当折弯内圆弧较小时通常会做成尖角,同时在成型位置做一个凸包来保证角度的稳定,我们将这个凸包称为"压径或鼓位"。
中磊教育 模具设计
解决方案:压径的高低会对成型角度产生一定的影响,比如压径过高会导致产品成型后内凹,使角度偏小,而压径太低,产品成型角度会偏大。
关于成型角度不稳定的试模原因有很多,在这里小编只是给大家总结,整理了一部分比较常见的成型不良问题及解决方案,供大家学习,参考。
有时候一点点的不同,即使是一样的材料,不同的厂家,生产出来的产品也有可能存在差别,所以具体的问题还是千差万别的,
有具体问题的欢迎在留言区留言,小遍都会一一回复的哦。