深孔加工是机械加工的难点之一,对于复杂的深孔加工要求需要高效率和高精度。要熟练掌握各种深孔钻的加工性能和适用范围。深孔是指孔深超过孔径的十倍的圆柱孔,

在机械制造加工中被称为深孔。深孔可按照孔深与孔径之比的大小来区分,一般可分为一般深孔、中等深孔和特殊深孔三种。深孔加工有以下特点:首先刀杆受孔径限制,刚性差,

切削时易产生振动、波纹和锥度,易影响深孔的直线度和表面粗糙度。其次,冷却润滑液难以输入到切削区,使刀具耐用度降低,同时排屑也困难;其次无法直接观察切削情况,

需要凭经验判断;其次,切屑排除困难,需要断屑和控制切屑的形状和长度,防止堵塞;此外,为了保证加工质量,需要增加排屑装置、刀具引导和支承装置以及高压冷却润滑装置;最后,

刀具散热条件差,耐用度低。深孔钻头分为外排屑和内排屑两种。外排屑包括枪钻和整体合金深孔钻(有冷却孔和无冷却孔)。内排屑包括BTA深孔钻、喷吸钻和DF系统深孔钻。

根据不同情况选择不同的钻头可以有效地进行深孔加工。而按照L/D比值来分类,一般深孔为L/D=10~20,中等深孔为L/D=20~30,特殊深孔为L/D=30~100。

相应地,可以在钻床或车床上使用长麻花钻进行加工或使用深孔钻在深孔钻床或专用设备上进行加工。在深孔加工过程中仍需要注意增加排屑装置、刀具引导和支承装置以及高压冷却润滑装置,

以保证加工质量。不同种类的深孔钻具有各自的使用范围。枪钻最初用于军事工业中枪管、炮管的加工,但现在已广泛用于各种材料的深孔加工。

枪钻可在精度和表面粗糙度要求较严格的情况下保证孔的尺寸精度和位置精度。钻头内的切削液起到冷却润滑的作用,并排出切屑。枪钻适用于小直径(孔径小于20mm)的深孔加工。

BTA内排屑深孔钻是为了加工大直径深孔而开发出来的。相比于枪钻,BTA内排屑深孔钻具有更好的抗扭刚性和能够传递更大的扭矩。使用内排屑深孔钻加工表面质量更高,
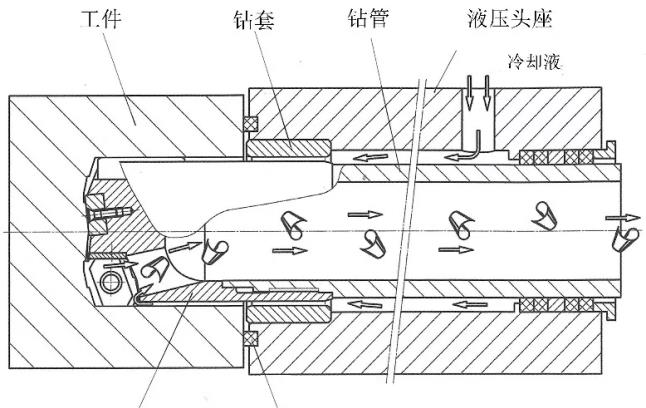
切屑从钻管内排出,不与已加工表面接触。使用BTA系统,经加压的切削液从入口进入授油器,冷却润滑切削部分并排出切屑。内排屑深孔钻适用于直径大于20mm、

长径比不大于100的深孔加工,加工精度为IT7~IT10级,表面粗糙度为Ra3.2~1.6μm。内排屑深孔钻的生产效率是外排屑的3倍以上。然而,与枪钻相比,
BTA内排屑深孔钻需要专用的机床设备,并且还需要设置油液切屑分离装置来循环利用切削液。这是BTA内排屑深孔钻的缺点。深孔加工是一项精密的钻孔技术,

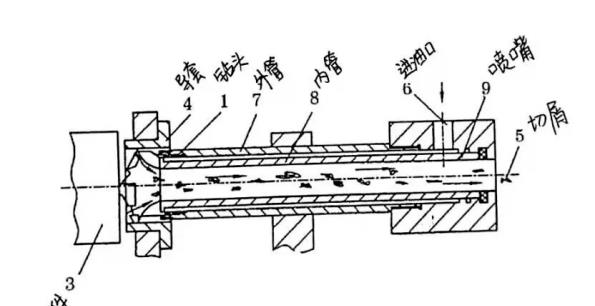
需要用到各种钻头和配置来实现。其中,喷吸钻是一种使用旋转连接器和导向座支撑的切削液供给方式,适用于加工长径比不超过100、直径范围在18~65mm的孔,

精度在IT9~IT11级。另一种是DF系统深孔钻,是一种孔加工刀具,可用于高精度深孔加工,生产效率是枪钻的3~6倍,比BTA内排屑钻高3倍,但使用成本较高。对于深孔加工,

还需要注意一些操作要点,包括必须在钻削之前在工件与授油器间形成可靠的密封,以形成高压区;而喷吸钻在加工时会产生真空效果,能达到排屑,在使用上更加灵活。由以上可以看出,

深孔加工需要专用设备和专用辅具,其设备结构复杂、成本昂贵。在进行深孔加工时,有许多需要注意的事项。首先,工具和工件支承套的同轴度应符合标准,并确保切削液系统畅通正常。

其次,要避免在工件的加工端面和斜面上进行钻孔,以保证加工精度。此外,需要保持正常的切屑形状,避免生成直带状切屑。在加工通孔时,应特别注意降低速度或停机以防止钻头损坏。

另外,在深孔加工的过程中,切削液的供应也非常重要。通常使用1:100的乳化液或极压乳化液,并根据加工需要选择不同的流速和黏度。使用深孔钻时,需要保证工件端面和轴心线垂直,

并预钻一个浅孔以充当导向定心。为避免影响钻孔的精度,进液器和活动中心支承中的各导向元件应及时更换。深孔加工是机械加工领域中非常重要的一部分,只有充分掌握加工特点和难点,
并了解各种钻头的类型和结构,才能提高加工效率。