我将每日更新优质内容,感谢您的支持。为方便与您分享,可以点个“关注”哦~


文 |万物喵知道
编辑 |万物喵知道
前言
钛及钛合金具有相对密度低、比强度高、疲劳韧性强、抗腐蚀性能强以及化学性质稳定等优点,在航空航天、化学化工等领域得到了广泛的应用。

钛及其合金在其单独使用的环境中具备良好的抵御腐蚀的性能,即使在海水和海洋性大气中都不易被腐蚀。
这是因为 钛及其合金与氧之间有着极强的亲和力 ,不仅极易与氧结合生成致密的氧化膜,而且能在短时间内修复被破坏的氧化膜,从而保护基体不被腐蚀。

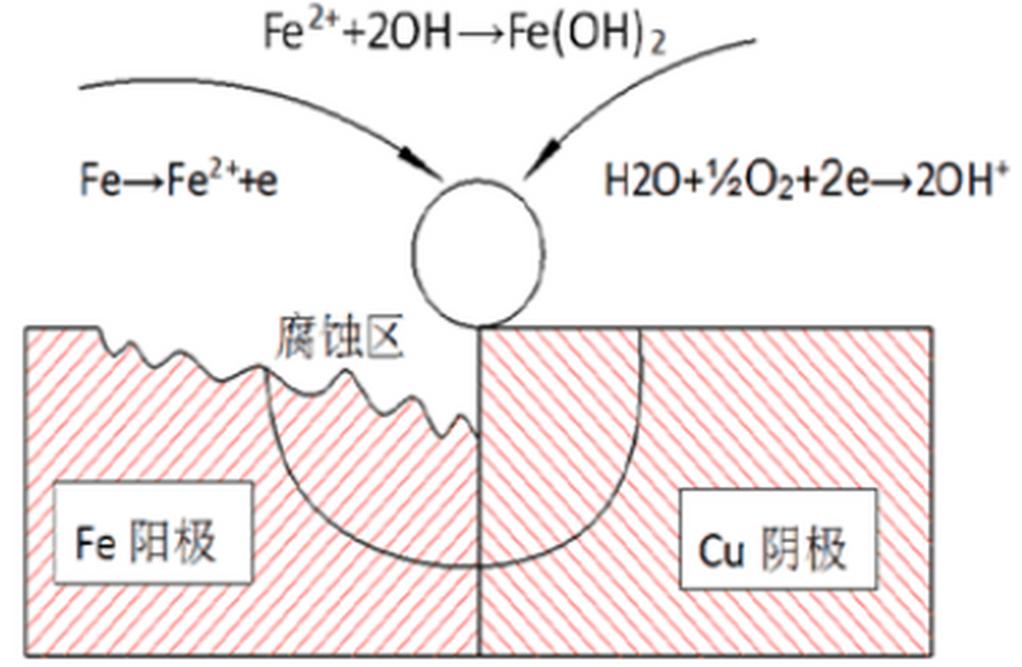
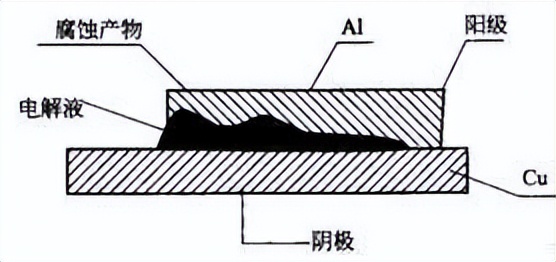
与此同时,具有较正电位的钛合金与其他金属组合使用时,较大的电位差容易导致电位较负的金属发生电偶腐蚀,进而加剧金属的腐蚀损耗。为了解决上述问题,近年来国内外都加强了对钛合金表面处理技术的研究,来弥补钛合金性能上的不足。

SP700钛合金是一种富含β相的α+β型钛合金,是在Ti-6Al-4V合金成分的基础上通过添加β稳定化元素Mo和Fe而得到的,并以在700e下具有优越的超塑性而命名,是一种新型易加工合金。

SP700合金在冷热加工成形性、塑性、断裂韧性和疲劳强度等方面都要优于Ti-6Al-4V合金,其中最为突出的是SP700合金的超塑成形性能,即更高的超塑伸长率和更低的超塑成形温度和应力。

因此,SP700钛合金受到广泛的关注和认可,更是得到航空航天领域的青睐,认同度和应用范围不断增加。
本文选取氧化处理前后的SP700钛合金与常用的2A12铝合金组成的电偶对为研究对象,通过电化学极化曲线测试法,对阳极氧化处理前后的SP700钛合金及2A12铝合金的耐蚀性能进行初步研究,并以此作为边界条件。

采用有限元数值模拟的方法对SP700钛合金/2A12铝合金、SP700钛合金阳极化/2A12铝合金2个典型偶对的电偶腐蚀情况进行了模拟计算,同时开展了电偶腐蚀试验,对模拟结果进行验证。
此外,通过对电偶腐蚀后的试件表面微观形貌进行表征,进一步分析不同电偶对的耐蚀机理。通过分析腐蚀机理和腐蚀行为,探究不同状态下SP700钛合金与2A12铝合金的电偶腐蚀规律。
试验
原材料为SP700钛合金和2A12铝合金,主要成分见表1,其中,2A12铝合金热处理状态为T42;SP700钛合金采用硫酸型阳极氧化,电压为20~25 V,时间为2~15 min。

极化曲线测试试件:分别将SP700钛合金母材、SP700钛合金阳极氧化件和2A12铝合金加工成尺寸为10 mm×10 mm×5 mm的试样,预留一个10 mm×10 mm工作面,焊接导线后用环氧树脂固封。为避免破坏试件表面的阳极氧化膜,用*酮丙**和无水乙醇脱油脱水后放入干燥器备用。
电偶腐蚀测试试件:分别将SP700钛合金母材、SP700钛合金阳极氧化件和2A12铝合金加工成尺寸为100 mm×20 mm×1.5 mm的平板试样,表面粗糙度 Ra ≤0.8μm。
用无水乙醇清洗后放置于干燥器内7 d,试验前对每个试件除预留(25±3)cm2的工作面积外,其他区域用环氧树脂进行固封,便于后期电流密度计算,同时可以避免试验过程中发生缝隙腐蚀。
封闭后用卡尺对每个偶对的阳极试件工作面积进行准确测量,并计算每个试件表面积,同时保证每个偶对中阴阳极面积差不大于0.5 cm2。

扫描电位范围:相对自腐蚀电位为±350 mV,扫描速度为20 mV/min。测试结果用C-view软件分析拟合。

仿真模拟理论分析:电位差的存在致使钛合金和铝合金偶接后形成腐蚀电场,电场的作用使得带电粒子发生定向的电迁移运动,已知溶液中粒子的总传输通量 Ni 满足Nernst-Planck方程:

公式1
式中: Di 为扩散系数; zi 为电荷数; F 为法拉第常数; ui 为粒子迁移率; ci 为离子浓度; ϕ 为电势; U 为溶液流动速度。
由于腐蚀介质呈电中性,不存在对流现象, 同时,假定粒子 i 没有或参与的化学反应量很小,对其在腐蚀介质中的浓度影响不大,不存在浓度梯度,即无扩散现象。
于是有:▽ ci , U =0, əci / ət ,根据Faraday定律可知,通过腐蚀介质每个微元的净电量与所储存的净电量相等,则可推导得到:

公式2
当∆ t 趋近于0时有:

公式3
在反应体系处于稳态时,电势 ϕl 与时间无关,故式(3)可转换为:

公式4
式(4)所描述的是试验件在进行电化学反应时周围电场的电势分布规律。
基于上述理论分析,采用COMSOL多物理场仿真软件对SP700钛合金/2A12铝合金、SP700钛合金阳极化、2A12铝合金2个典型偶对的电偶电位分布和电流密度进行模拟预测,并采用表面积分平均值的方式对不同状态下2A12铝合金阳极表面电流密度进行计算。
电偶腐蚀试验
电偶腐蚀试验中分别测试SP700钛合金/2A12铝合金、SP700钛合金阳极化/2A12铝合金2个典型偶对的电偶电流,电解液为化学纯氯化钠和蒸馏水配制的3.5%NaCl溶液,参比电极选用饱和甘汞电极(SCE)。
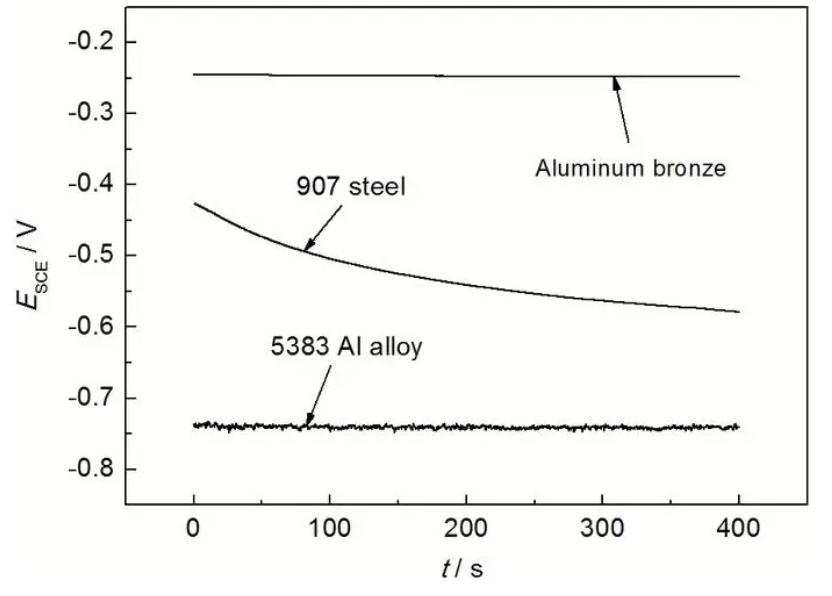
将偶对中2个待测试样组成如图1所示的电偶对,按照以下步骤进行试验:初始试样在电解液中稳定30 min后,每30 s测量并记录单个电极的电位。

共测量30 min后,将偶对偶接,连续测量记录电偶电位、电偶电流20 h,在测得电偶电流结果和试件表面积的基础上,计算试验过程中阳极表面电流密度变化情况。
利用德国Carl Zeiss公司的Zeiss Ultra55场发射型扫描电子显微镜(SEM),对电偶腐蚀后的试样表面形貌进行观察,进一步分析其腐蚀机理和腐蚀行为。

结果及分析
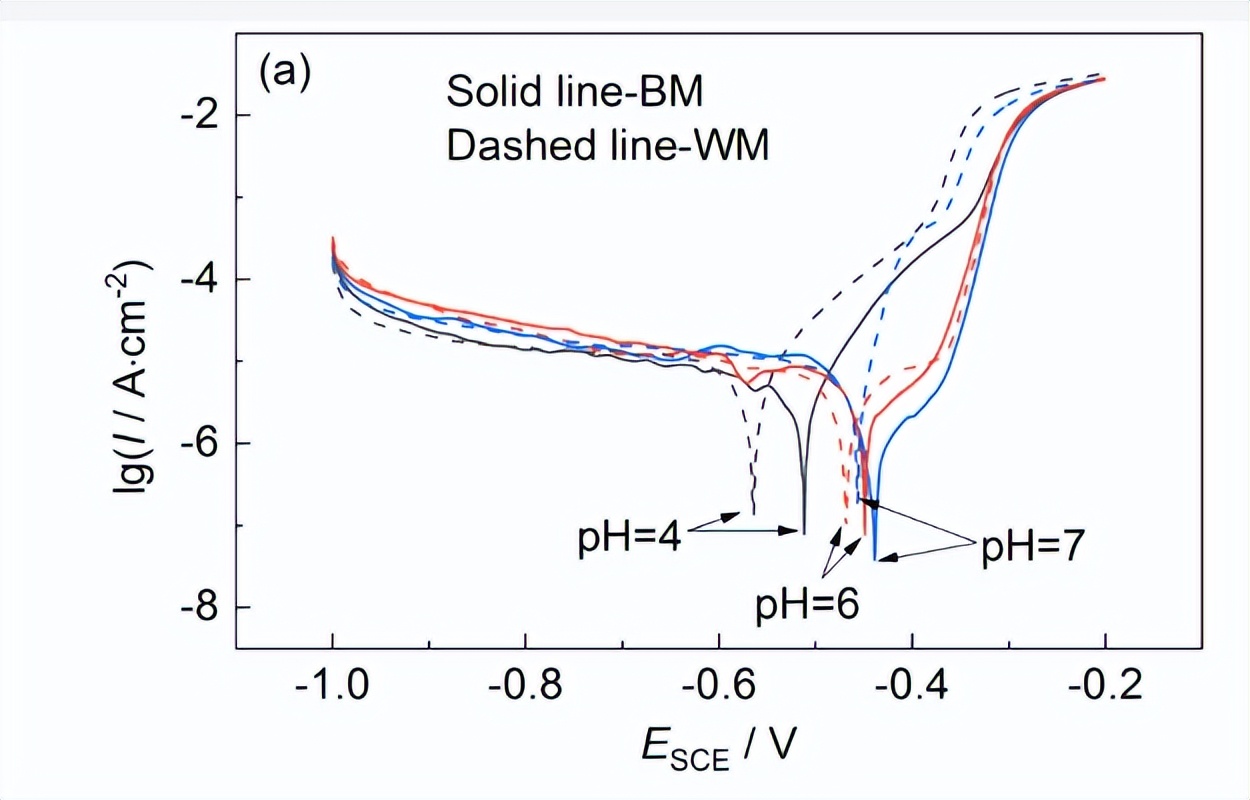
SP700钛合金、SP700钛合金阳极化和2A12铝合金测得的极化曲线结果如图2所示。可以看出,SP700钛合金阳极化处理前后动电位极化曲线出现明显变化。
随着极化电位的增大,处理后的试件可观察到明显的极限电流 ,表明试件表面阳极氧化膜的形成,使得阳极氧化过程明显受到抑制,而阴极曲线未发生明显变化,致使整体自腐蚀电位正移,自腐蚀电流明显减小1个数量级以上。

无论SP700钛合金处理前后,2A12铝合金与之相比较,自腐蚀电位差均大于250 mV, 表明2种金属会均具有较为明显的电偶腐蚀趋势。
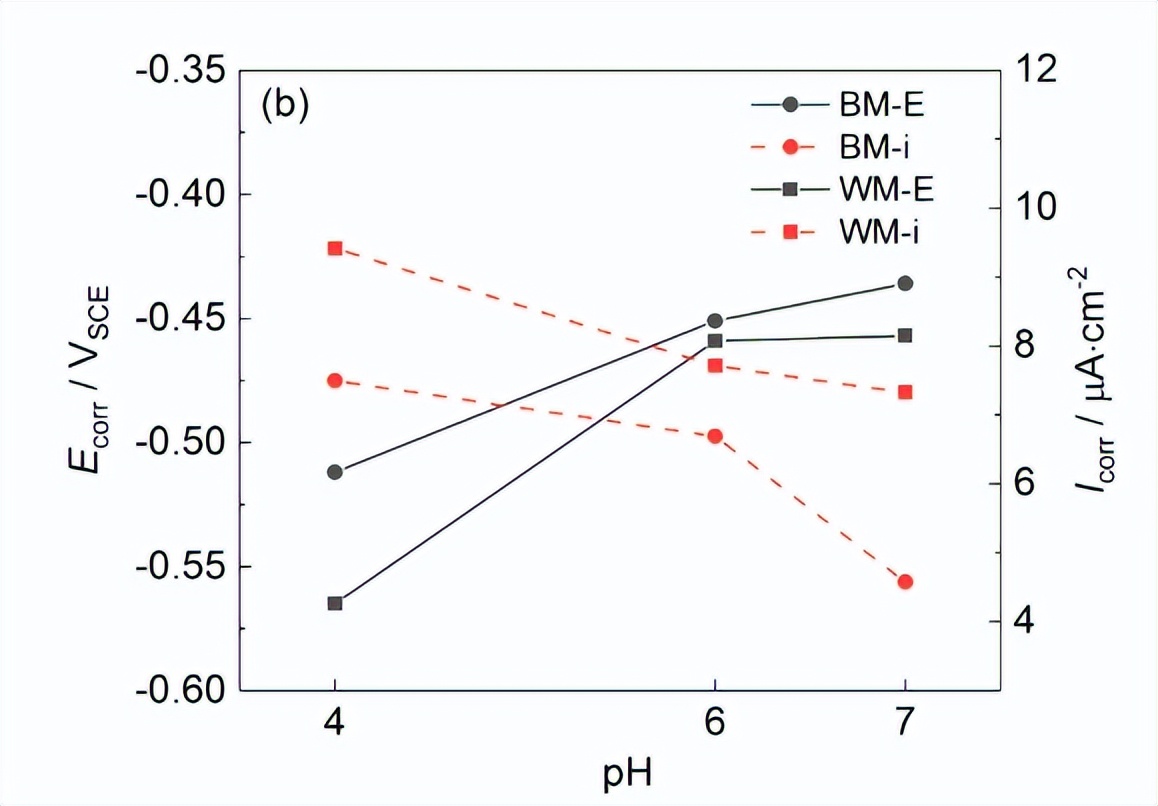
为进一步分析不同金属的极化曲线,采用C-view软件对每条曲线进行拟合,得到的参数信息见表2。

分析表2结果发现,2A12铝合金的自腐蚀电位较低,且阳极自腐蚀电流密度较大,约为1.168×10‒5 A/cm2,阳极段极化斜率为45.258 mV/del,这一结果与文献中数据相符。
SP700钛合金氧化前后的拟合结果显示,虽然两者自腐蚀电位相差较小,但自腐蚀电流密度相差较大,相差超过1个数量级,这一结果与图2中观察到的规律一致,由此表明,表面阳极化对SP700自腐蚀过程的影响较大。

数值仿真计算得到2种偶对的电位分布及电流密度分布如图3所示。对比图3a、c发现,两偶对中相对的阴阳极表面电位分布趋势相同。
2A12铝合金作为偶对中的阳极,其几何中间位置电极最高,受电极形状和边缘效应的影响,电偶电位向四周靠近边缘的位置逐渐降低。

这一现象可解释为在2个电极中心位置,电偶效应最为明显,电子迁移过程受周围电解质电位降的影响较小,而靠近边缘的位置在实际试验过程中电子迁移会发生向中心聚集的定向作用,电偶驱动效应相对较弱。
这一效应同时也是导致图3b、3d中2A12铝合金阳极中间电流密度最大,向四周边缘位置依次递减的主要原因。

电偶腐蚀试验
SP700钛合金/2A12铝合金、SP700钛合金阳极化/2A12铝合金两个典型偶对在3.5%NaCl溶液中测得的电偶电流密度变化趋势如图4所示。
可以看出,SP700钛合金阳极化处理前后与2A12铝合金组成电偶对的电偶电流-时间曲线的变化趋势基本一致,表现出浸泡初期先增大,随后随浸泡时间延长, 电流密度逐渐减小并趋于稳定的变化趋势。

这是由于试验初期,作为偶对中阳极的2A12铝合金的新鲜表面完全暴露在电解液中,较大的电极电位差驱动阳极金属快速溶解,随着试验的进行,阳极金属表面易于形成完整的氧化膜。
同时,在阳极极化的作用下,阳极溶解的驱动力降低,从而抑制了电偶腐蚀作用,表现出电偶电流逐渐下降,试验后期, 阳极金属溶解与氧化膜的形成达到一个动态的平衡,使得电偶电流趋于稳定。

进一步对浸泡后期稳定的电偶电流密度及数值模拟计算得到的平均电流密度结果进行对比,见表3。
2种偶对中模拟计算得到平均电流密度与实际测得电偶电流密度相对误差均在10%以内,由此再次验证了采用数值模拟仿真的手段,应用于金属电偶腐蚀的研究具有可靠性和科学性。

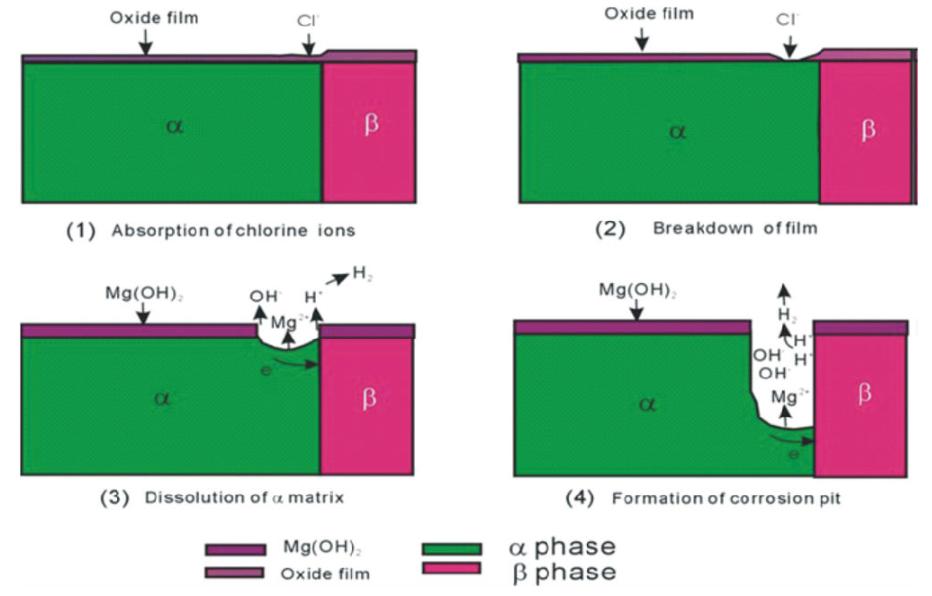
对比图5a、b可知,2种偶对中腐蚀后的2A12铝合金表面均出现疏松多孔的腐蚀产物,这是由于铝合金自腐蚀电位较低,在与SP700钛合金组成的电偶对中,作为阳极,在发生自腐蚀的同时,由于电偶驱动力的影响,发生加速腐蚀现象。

进一步结合表2中SP700钛合金和SP700钛合金阳极化试件的自腐蚀电位拟合参数进行分析发现, 由于两者自腐蚀电位相差较小,因此对2A12铝合金电偶效应的影响相同。
从图5a中可观察到,SP700钛合金表面状态有部分凹凸不平,高倍下可观察到直径较小的针孔缺陷,但缺陷分布并不均匀。

图5b中SP700钛合金在阳极氧化处理后试样表面更为平整,呈现一层较为均匀致密的网络状氧化膜,该氧化膜有物理屏蔽作用,阻挡了钛合金基体与外界腐蚀性介质的直接接触。
因此,虽然在相同电位差下,经阳极化处理后的SP700钛合金与2A12铝合金组成的电偶对电偶电流更小 , 表明该氧化膜可以有效降低和稳定电偶电流。

结论
经过以上实验,我们整理以后得到如下结论:
1)表面阳极化处理后,SP700钛合金整体自腐蚀电位正移,自腐蚀电流明显减小1个数量级以上。SP700钛合金处理前后,2A12铝合金与之相比较,自腐蚀电位差均大于250 mV,表明2种金属均具有较为明显的电偶腐蚀趋势。
2)数值模拟仿真的手段应用于金属电偶腐蚀的研究具有可靠性和科学性。结果显示,SP700钛合金/2A12铝合金、SP700钛合金阳极化/2A12铝合金2个典型偶对在模拟仿真计算得到的平均电流与试验测的电流密度相对误差均在10%以内。
3)SP700钛合金表面阳极化处理作为一种补充防护措施,可在其表面形成一层均匀致密的网络状氧化膜,该氧化膜有物理屏蔽作用,阻挡了钛合金基体表面氧的去极化作用,即使在电位差相同情况下,仍可有效降低与铝合金之间的电偶腐蚀敏感性。