01.折弯后工件在折弯处变形
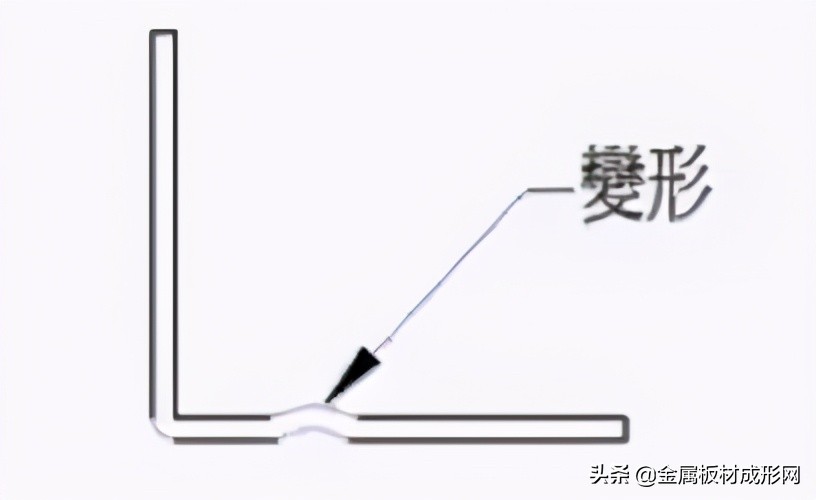
发生原因: 出现变形主要是由于折弯速度快,而手没有跟上工件折弯变形的速度
导致。
解决方法: 降低折弯速度,手扶工件与工件同时进行。
02.折弯较长的工件,会出现角度一头大,一头小

出现这种情况,一般有以下几种情况造成:
(1) 材料厚度不一致,一端厚一端薄;
(2) 上模由于磨损,一端高度尺寸比另一端小;
(3) 中间块不平衡,不在同一水平上。
解决方法:
(1) 反馈给激光,让其注意选料;
(2) 换刀模;
(3) 调整中间块。
03.在折弯Z折时,有时工件会变形
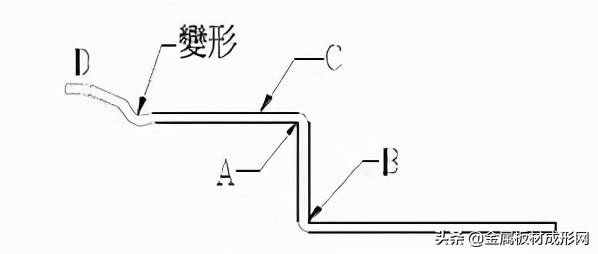
发生原因: 出现这种情况主要是由于C处为后定规定位,折弯B处时,工件折曲上升运动,撞在后定规上,被后定规挤住。折弯成形后,D处就被挤变形。
解决方法: 采用后定规后拉功能。
04.折弯尺寸较小,不好定位,上模容易压到后定规上.
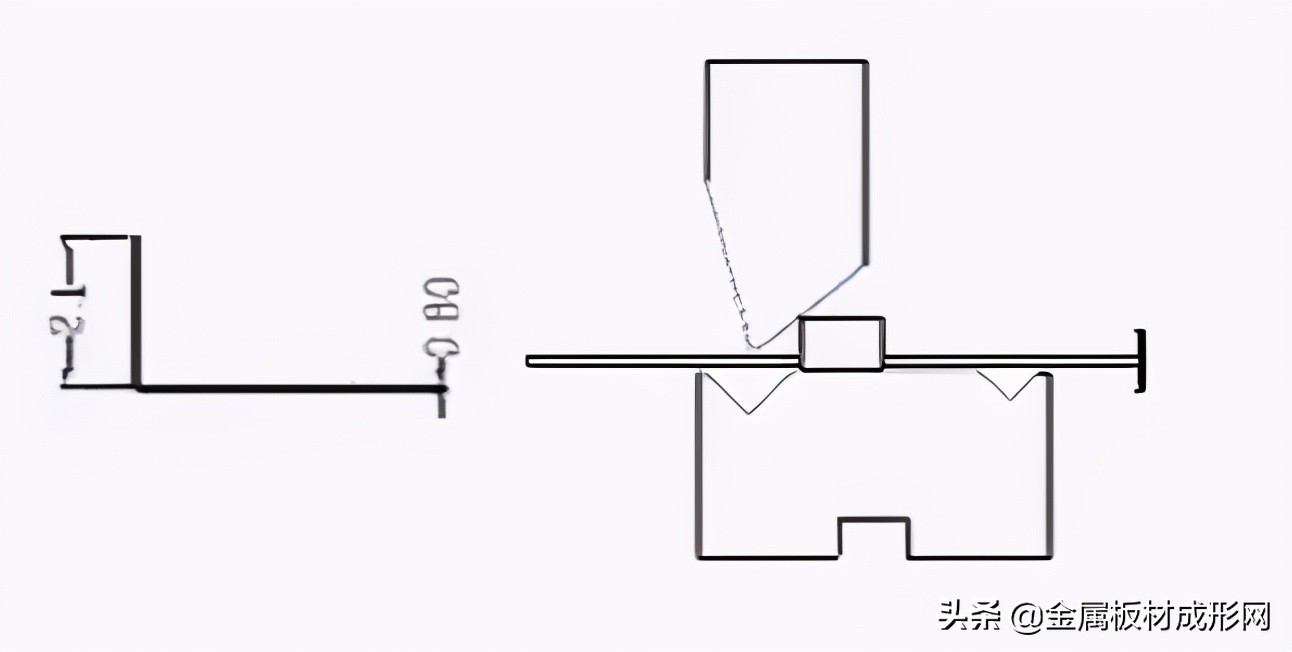
发生原因: 因为t=0.8mm,按下模选用原则v=5×0.8=4mm。4v中心到边的距离为3.5mm,而2.9mm内尺寸为2.9-0.8=2.1mm,折弯尺寸在v中心线到边的距离之内,正装是无法定位。采用下模反装,上模将压住后定规,正反装都行不通,要想其他的方法。
解决方法:
可以下模反装,在后定规前加一个垫片(薄薄的),从而使后定规后退,避开上模。
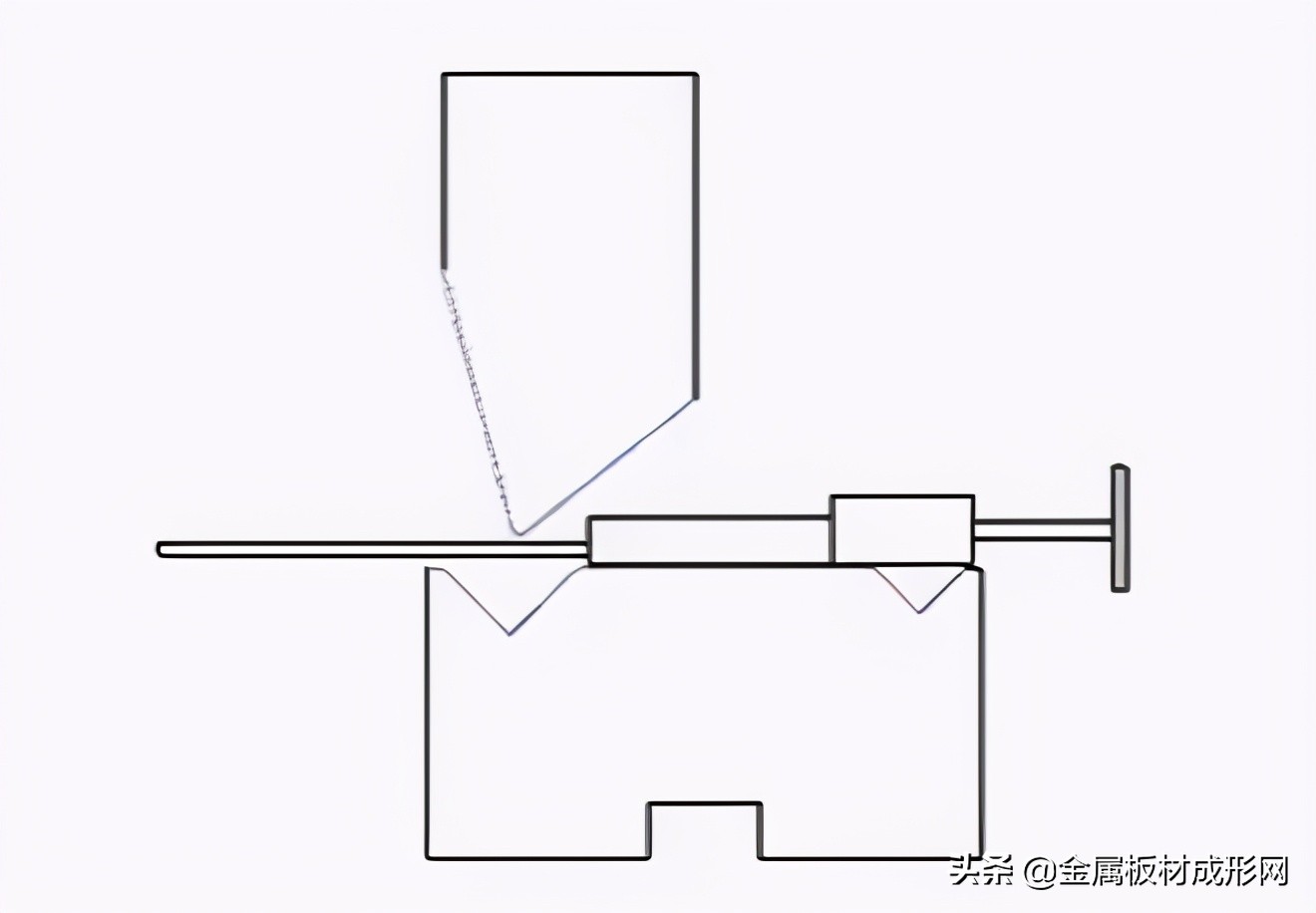
05.在板料的中间开有一方孔,方孔边缘到折弯线的尺寸很近,如果直接折弯,方孔边缘到折弯线处的料将折不起来
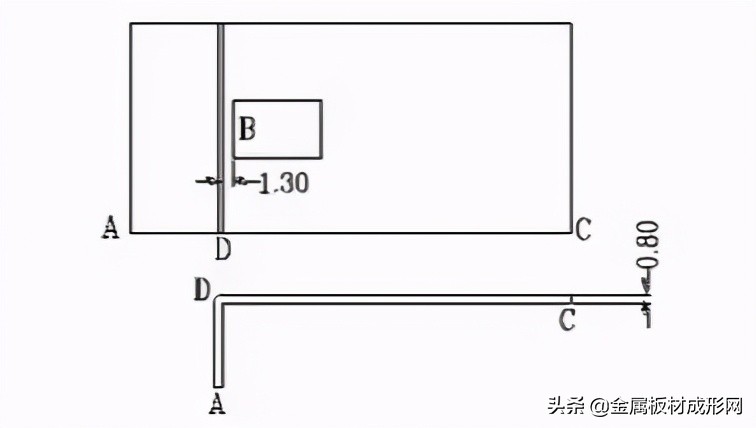
原因分析: 由于B处的尺寸只有1.3mm,料厚为0.8mm,选用的v宽为4v,
由于1.3mm<4v/2,所以折不起来。
解决方法:
(1) 将此处料磨平至折弯线处;
(2) 将折弯线处先压线,然后再折弯。
06.工件上有孔,孔到折弯线处的距离很近,直接折起,孔将会变形
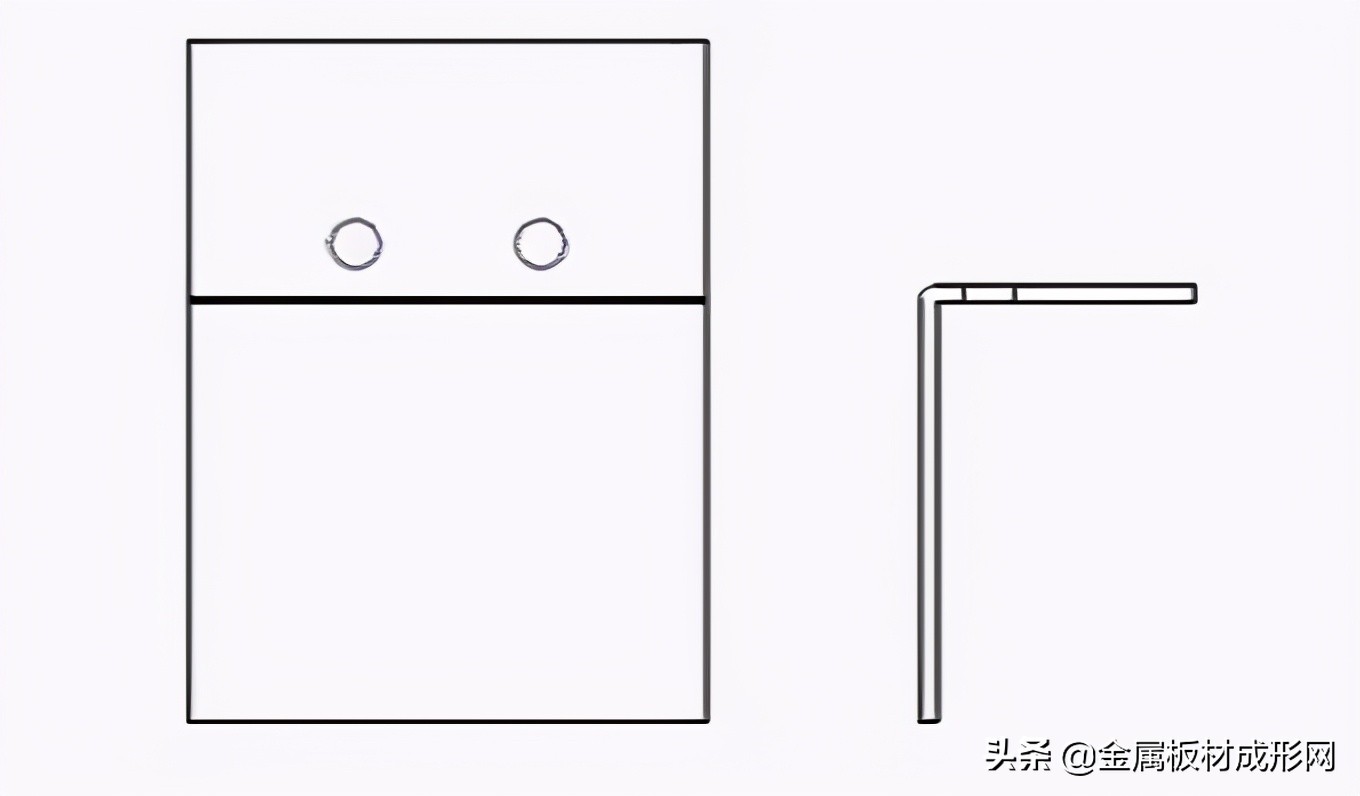
解决方法:
(1) 在折弯线处压线,再折弯;
(2) 采用激光在折弯线处割线,从而避免拉料;
(3) 若生产量不多而又要求美观,应采取激光先割小孔,再进行折
弯,最后扩孔的办法。
来源:钣金家园
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,或无法确认真正原始作者,故仅标明转载来源,如涉及作品版权问题,请与我们联系,我们将在第一时间协商版权问题或删除内容!内容为作者个人观点,并不代表本公众号赞同其观点和对其真实性负责。