作者: 任 伟, 郭晓东, 李春阳(一汽模具制造有限公司)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!
【摘要】 介绍了门扣手暗坑形成的原因, 并通过采用变薄充分, 扣手周围加强压, 拉伸独立凸模和后续压料板整形等工艺方法, 消除暗坑缺陷, 保证制件的品质, 满足生产要求。
关键词: 门扣手;暗坑;强压;压料板整形
1 引言
随着消费者对轿车高品质的追求, 制造高质量轿车已经成为汽车制造行业永恒的主题。表面暗坑缺陷是汽车覆盖件冲压成形中的主要质量问题之一, 它直接影响的就是轿车的外观。
门外板扣手如图1所示, 由于造型的原因, 在成形过程中几乎都会有暗坑缺陷产生, 通过对制件缺陷的了解和现场整改措施的梳理总结, 最终形成本文。本文就门扣手暗坑的形成原因及解决措施进行分享。
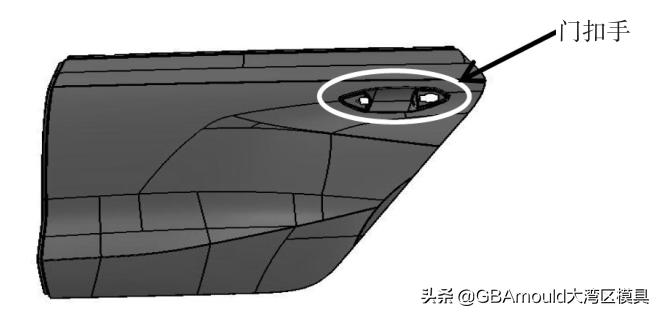
图1 门扣手区域示意图
2 暗坑形成的原因
(1) 如图2所示, 当扣手处的凸模开始接触板料时, 板料四周是无约束的, 这样板料由于自身的刚性,自然会发生上翘并有个弯曲变形, 形成多料趋势。当凸模和凹模墩死后, 多余的料无法墩平, 这样多余的料就会聚集在扣手周围形成暗坑。
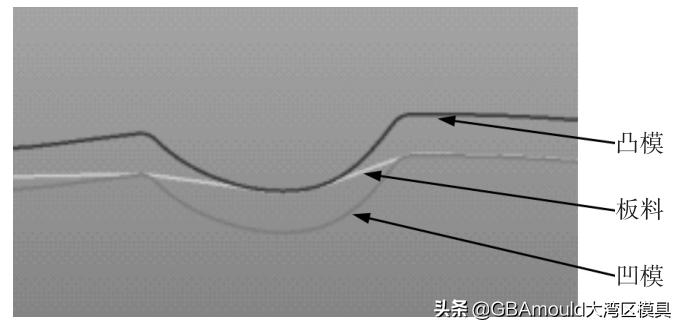
图2 门扣手成形剖面图
(2) 如图3所示, 门扣手的造型是中间深度深两侧深度浅, 这样的形状特点就决定了成形过程中间和两侧需要的料不一样多, 中间需要的板料多, 两侧需要的少, 在成形完成时, 两侧多余的板料就会堆积在扣手周围形成暗坑。
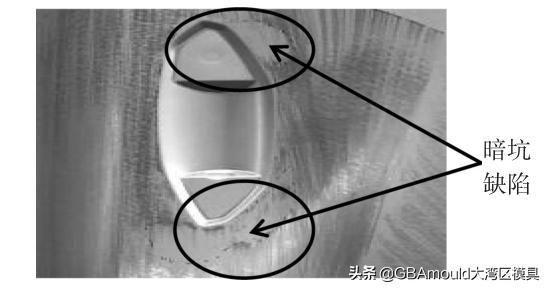
图3 凹坑缺陷示意图
3 解决措施
(1) 保证门扣手区域塑性变形充分, 变薄率最好大于4%, 主应变率大于3%。变薄充分, 可以提高制件的强度和刚度, 防止暗坑的产生。
(2) 如图4所示, 门扣手周围加强压, 在制造数模时, 门扣手周围40mm范围内加0.1mm的强压, 在强压的作用下, 把多余的板料拍平, 抑制暗坑的形成。
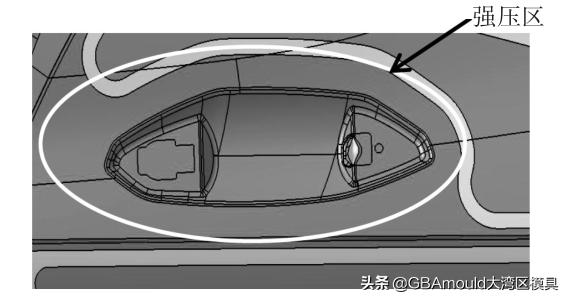
图4 拉伸强压示意图
(3) 如图5所示, 拉伸时扣手处做单独的凸模。此工艺的好处有两点:第一, 因为扣手周围的A面区域做了强压, 需要强着色, 但现生产时, 扣手区域墩死后, 强压区无法墩死, 这样就可以通过小镶块去量的方式来保证强压区着色;第二, 当暗坑缺陷发生时, 现场需要沿拉伸的扣手区A面, 凸模形状的存在工人不方便操作, 这样就可以把单独的凸模拆掉, 方便现场操作。
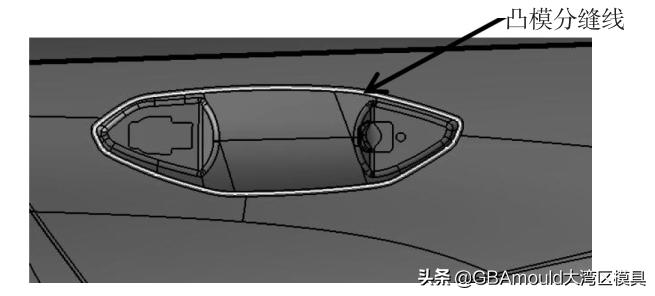
图5 门扣手单独镶块的工艺图
(4) 如图6所示, 压料板镶块整形。门扣手暗坑形成后, 基本上是通过此工序将它消除, 消除暗坑的操作可能经历几轮, 单独的镶块方便整改操作。消除暗坑分为如下几步:第一步, 确定暗坑缺陷的位置, 有很多暗坑是肉眼无法识别的, 这时就需要通过打油石的方式确定暗坑的位置;第二步, 确定暗坑的深度:通过制件扫描的方式确定暗坑的尺寸偏差;第三步, 型面补偿:根据扫描的尺寸偏差对整形镶块型面进行补偿, 已达到消除暗坑缺陷的目的;第四步, 检查结果:通过打油石和喷漆的方式确保暗坑彻底消除, 使制件满足生产要求。
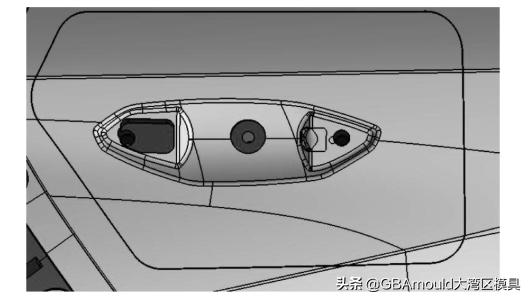
图6 压料板镶块整形结构示意图
4 结论
通过本文的方法, 现场成功地消除了门扣手的暗坑缺陷如图7所示, 制件满足生产需要, 达到品质要求。采用合理有效的工艺方法对解决制件缺陷是非常重要的, 希望本文的方法能对今后门外板扣手处的设计提供借鉴和参考。
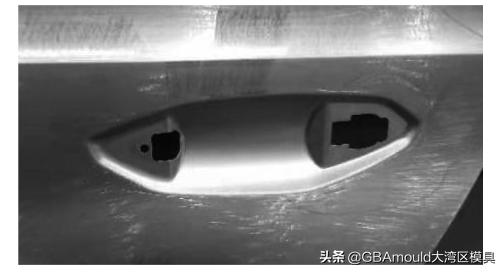
图7 现场生产的制件
-END-