时常有朋友咨询,拆螺杆时螺杆与油马达座不分离,有何良方?(见图1,2)或许许多维修师傅会说这很简单射胶后倒索后退,螺杆与油马达座就会分离脱开。正常情况下也确实如此。

这也是一个普遍的方法,技术人员肯定也必须掌握这个一般方法。有某事物的普遍规律方法,也会有普遍规律中的极其特殊的特殊规律方法。犹如2020年春节期间的冠状病毒疫情,搞的人心惶恐不安,特殊时期超长春节休假,宅在家里不能出门,企业措手不及,大家迟迟不能上学上班复工游玩。
面对特殊情况下螺杆不分离怎么办?结合笔者近几年遇上的案例,简单谈谈一点方法思路,与大家共享。
在说拆螺杆时先谈点螺杆的工作原理。
螺杆式注塑机的螺杆是将塑料胶料塑化熔融及注射成型都由螺杆来完成。螺杆旋转把塑料胶料挤压剪切,螺杆旋转与熔胶筒及外部加热对塑料胶料均匀塑化成熔融状态,螺杆通过射胶油缸活塞的推动将熔融胶料注射到模具型腔进行注塑加工成型。当注塑异常,熔胶困难,熔胶尾板有故障时都需要分离螺杆检查,维修。
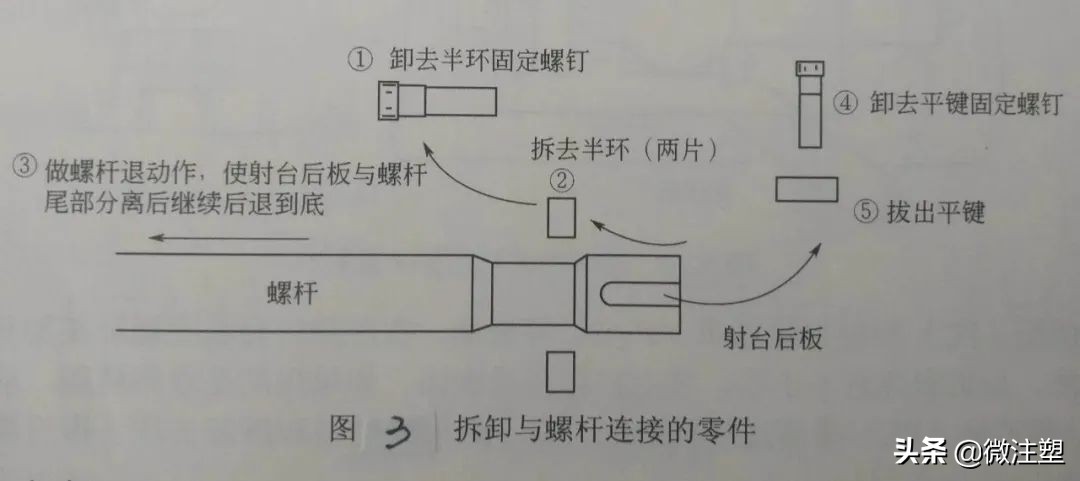
检修螺杆时,拆掉半环及螺丝(有的叫螺杆固定板),射胶后倒索(有的叫抽胶),螺杆是可以与熔胶马达传动轴轻松分离的,具体细节操作如图3,4。但是在很多异常因素影响下,倒索时螺杆还会舍不得分开,丝毫没有要离异分手的意思,这时怎么办?需要你霸道点人为干预强制离开分手。

一、冷却法
(一)首先还是按照图3的①②依次卸去半环后做螺杆手动射胶动作,到底,关掉加热,让熔胶筒降温冷却到低温。这个低温到底多少算低温呢?一般约原材料胶料加工成型温度的一半即可。举例如ABS成型温度235℃,你冷却到120℃左右;GFPA66成型温度285℃,你冷却到150℃左右。
(二)再开电热,重新设置温度,电脑显示此时的实际温度是多少,就在设定中设置温度多少。
(三)之后开马达手动点动倒索,油马达座会慢慢后退,螺杆分离。它是利用了螺杆工作原理,是一种惯用的操作技巧,省力简单方便。
若螺杆没有狠狠地咬死,这种冷却法可以解决十之八九的螺杆分离。如果这种方法也失败,那就使用超级冷却法。
二、超级冷却法
超级冷却法是笔者自己取的名字。就是前面冷却法的升级加强版。具体操作如下
(一)在本公司内找一种玻纤合量最多的流动性差的熔点高的塑料塑胶。如ABS,GFPA66,PEI,Pc等。
(二)升温熔胶筒至成型温度后把塑胶倒进下料口储料射出。
(三)把熔胶筒前端上的法兰紧固螺丝全部松退约一半,故意让法兰与熔胶筒端有一定间隙。注意:法兰是叫你拆松不要卸掉了。
(四)这时再手动射胶储料二、三次后,你会发现法兰处有塑胶漏胶出来。此时又关掉电热,冷却。
(五)再重复冷却法的操作,改下倒索压力/速度参数,加大倒索力。手动倒索,细心操作观察异常。此时你会发现螺杆与油马达座有松动迹象,慢慢分离了。
为什么这种方法可以比冷却法威力大?无非就是比冷却法多了上述的(一,二)步骤。其实就在于借助了法兰端众多塑料分子间的缠绕粘合力拉伸力固定螺杆头部稳丝不动,克服分离阻力。
螺杆与油马达座分离之所以困难,其原因在于螺杆与油马达座配合孔轴受力受伤咬合咬死了。
最后分离后你会发现螺杆和油马达座轴都有拉伤现象。借助钳工工具,轻轻打磨油马达座修复后就0K了。
在维修干久了,你会发现一个有趣的现象。很多维修拆装工作困难时,很多大师都是借助物理化学知识,就地取材,发挥自己的聪明才智熟悉机械结构经验,在维修工作中借力使力这个方法。既简单又安全又省力,而不是使蛮力蛮干。
三、焊连法
也许会问,公司内没有上述塑胶,又想节省时间快速维修。如果是螺杆与熔胶筒一起同时更换新的话,可以使用电焊焊连法。射胶后,关总电源,把螺杆与熔胶筒焊连起来,多点密集焊连。
这些方法可以单独使用,也可以对付特别困难户组合使用。
四、笔者在外也观模了一些其他师傅的方法,觉得其危险系数高,不安全,但也一并列出,仅供参考。
①在射胶左右连接钢管上和螺杆扎铁丝圏固定,分离时看见油管都拉变形了。危险在于遇见不明特殊情况下拉断油管或变形漏油。
②在下料口插一根钢筋(顶针杆)。如果螺杆咬合严重,不明情况下倒索时可能会使螺杆切断钢筋或受力蹦裂到熔胶筒中的现象,或许又是一件麻烦事,得不偿失。
看了这篇小文,或许你会说:螺杆分离不怕了,就怕年久的老机器熔胶筒脱不开。至于熔胶筒脱不开的方法且听下回分解。
本文作者:微注塑特约作者 全赤
本文为微注塑原创文章,未经许可,任何人或组织不得复制、转载、摘编或以其他任何形式的商业应用!版权所有,侵权必究!