某公司2500t/d水泥熟料生产线采用中4mx60m回转窑。在窑尾35.8~59m处选用抗剥落高铝砖衬料,其化学成分如表1。

表1 抗剥落高铝砖衬料的化学成分
在2005年8月l日入窑检查,发现在筒体45~48m处衬料发生炸裂现象。此处抗剥落高铝砖使用寿命仅3个月,现就此事故产生的原因加以分析。

抗剥落高铝砖
原因分析
1、化学侵蚀损坏
(1)熔融物质的渗入
抗剥落高铝砖的矿物组成主要是莫来石(3Al2O3·2SiO2)、刚玉(Al2O3)和玻璃相。石灰质组成与砖衬之间发生固相反应主要为:

石灰质组成与砖衬之间发生固相反应
固相反应改变了耐火砖原有的组织结构,当入窑物料成分不当或窑温过高,使液相过多渗入、沉积,导致高铝砖的结构疏松、脆硬,而降低了砖衬的使用寿命。我公司停窑前的入窑生料成分见表2,熟料矿物组成见表3。

表2停窑前入窑生料成分烧失量
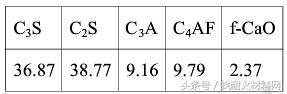
表3熟料的矿物组成
因石灰石均化库底,用于原料配料的2台石灰石秤中有1台发生故障,只用另一台石灰石秤配料,石灰石离析量及频率显著增加,使出磨生料成分很不稳定,加上前段时间生料磨故障,窑灰直接入库,造成该入窑物料较软。又由于入窑煤粉细度偏粗(我公司要求煤粉细度为0.080mm方孔筛筛余<12%,而本月的煤粉细度合格率仅为55%,煤粉细度最粗达30%),煤粉着火点及煤灰沉落点后移,造成窑尾温度高达1200℃,而入窑生料称量仓料位是由操作员手动控制,受称量仓仓重影响,入窑生料量很不稳定,波动范围大约在±20t/h左右,操作员被迫降低窑尾用煤,使C4、C5旋风筒温度不致过高而堵塞,而增加窑头用煤顶烧。当物料较少时,窑内温度过高,物料在刚入窑就出现大量液相;当物料由少增多时,操作员加煤根本无法跟上来料变化,使物料得不到充分的预热和分解,在刚入窑时便粘结成大的生料球,以致物料到窑前也难以烧透,出现f-CaO偏高;操作员继续增加窑头用煤,使窑内温度更高,液相出现更早、量更大,过高的窑温加之过多的液相,熔融物渗入窑砖严重,经检查已渗入窑砖内部达8cm左右,严重破坏砖衬原有的组织结构,使高铝砖砖面脆化。这是造成耐火砖破损的先决条件。
(2)二次莫来石化
因入窑生料成分及入窑生料量不稳定等原因造成窑温过高,物料中的SiO2组分与窑砖中的Al2O3组分生成莫来石,形成重结晶,砖衬体积增大,造成炸裂。
2、机械性损坏
从炸裂的耐火砖表面看,砖体有裂纹、掉边、掉角情况,甚至有许多砖掉半块,这说明耐火砖是受机械应力损坏的;从衬料脱落的部位看,发生在传动大齿圈处及附近区域。回转窑从7月24日开始窑电流出现异常波动情况,电流在300~600A波动(窑况正常时电流在200~300A波动)。经检查发现大齿圈连接螺栓松动,即使最紧固的螺栓,松动量也在2mm左右(大齿圈与传动小齿轮配合间隙要求小于1.5mm),造成窑体振动,窑主电机转矩波动过大。由于螺母周围铣孔过小,没有专用扳手,只是停窑做了简单处理,便又重新投料生产,此时窑体振动消失,窑主电机转矩正常。在窑运转20小时后螺栓又发生松动,再次停窑处理。从7月24日到7月28日停窑检修,先后停窑紧固了三次。分析结果应是:因大齿圈连接螺栓松动,使传动小齿轮对大齿圈产生了扭力,此巨大扭力对砖衬造成压缩、弯曲、拉伸、剪切等应力的复杂综合作用,使耐火砖内裂纹扩大,导致耐火砖结构破坏。
3、热应力损坏
此次停窑时,由于IBAU生料均化库库存较少,所以决定利用停窑后的余热继续开生料磨,使冷空气迅速进入窑内。砖衬温度骤然降低,砖面层收缩,砖表面层与窑体热砖层之间热应力过大而脱离,造成大面积的砖面在其化学侵蚀后而脆化的界面处断裂,剥落。

抗剥落高铝砖
解决措施
针对以上分析结果,找耐火材料网解决措施如下:
(1)修复生料配料秤,调整入窑生料成分,适当提高入窑生料的饱合系数,控制熟料率值为KH:0.90±0.02,SM:2.6±0.2,IM:1.7±02,提高生料易烧性,并减少熟料对窑衬的侵蚀。
(2)加强出磨煤粉细度的控制,并调整煤粉细度为0.080mm方孔筛筛余<10%,要求合格率在95%以上。
(3)清理生料均化库底各卸料斜槽,保证各区下料畅通,各气动阀、电动执行器灵活到位,恢复库底自动控制回路,稳定称量仓料位在20T~25T之间,使入窑生料量稳定在±5t/h。
(4)加强操作,控制窑尾温度在1050℃~1100℃之间。
(5)从保护窑衬出发,杜绝“开磨冷窑”现象。
(6)在停窑后制作了专用扳手,加以紧固大齿圈连接螺栓,并用电焊焊牢,防止螺栓再松动。