如果你是想往模具设计方向发展,可以加入我创建的千人模具设计社群一起学习、交流、探讨(无广告);私聊我回复“社群”,即可获得入群方式!私聊我回复“学习”,我会送你相关课程学习 回弹产生机理
1
汽车覆盖件的冲压成形是基于板料的塑性变形,主要体现在板料的应力与应变特性中。当板料拉深结束时,板料厚度方向存在残余应力,模具闭合时,这些残余应力与模具的作用力相平衡;当成形零件脱模时,残余应力释放引起板料回弹,使板料的形状与制件数模存在偏差,卸载后的回弹现象表现为板料的曲率变化及角度变化。

图1 某车型侧围轮罩处回弹
某车型侧围轮罩处的回弹在检具上的缺陷如图1所示,轮罩处法兰边的检具测量要求间隙值为(3±0.5)mm,实测值为6.3mm,超差3mm,易造成与内板件拼焊时出现错边或虚焊等现象,影响整车焊装质量。
回弹影响因素
2
引起汽车覆盖件冲压成形回弹的因素主要有板料的力学性能、压边力、凸凹模间隙及拉深筋形状等。
01
板料力学性能
白车身由不同强度等级的冲压件焊装形成,不同型号的板料具有不同的力学性能。板料的弹性模量越低、屈服强度越高,加工硬化越严重,回弹现象越明显,如图2所示,图2中εp为弹性变形量,εe为塑性变形量。
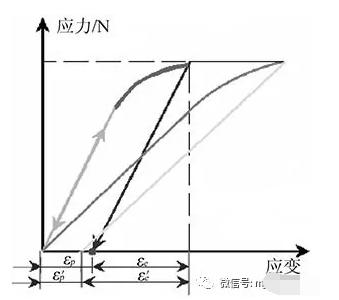
(a)弹性模量与回弹关系
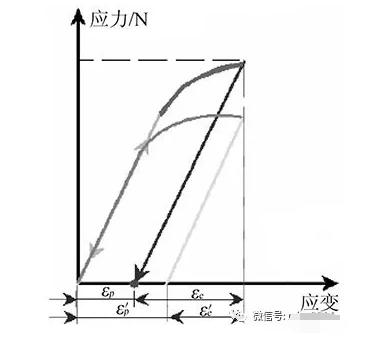
(b)屈服强度与回弹关系
图2 板料力学性能与回弹关系
此外,板料厚度对板料的回弹有很大影响,随着板料厚度的增加,参与塑性变形的材料增加,进而弹性回复变形增加,回弹量减小。
02
压边力
拉深过程中,压边力大小可调整板料的流动速度,改善板料内部应力分布。压边力的增加使制件法兰边金属流动阻力增大,使板料在拉深成形过程中塑性变形更充分,板料内外应力差减少,进而使板料的回弹量减少。
03
凸凹模间隙
凸凹模间隙越小,板料回弹量越小。冲压成形过程中,较小的凸凹模间隙对板料的约束较强,制件内部的塑性变形增加,卸载后制件回弹量减小。此外,成形过程中模具零件与板料的摩擦阻力越大,回弹量越小。由于板料成形阻力增大,变形区的拉应力增大,使板料内板表面的应力状态趋于一致。
04
拉深筋
拉深筋用于控制板料流动速度的大小与方向,合理布置的拉深筋对制件的回弹具有明显抑制作用。拉深筋的阻碍作用增加了板料的流动阻力,使拉深变形更充分,在易产生回弹的弯曲角部,压应力区域向拉应力区域转移,从而减少回弹。
冲压件回弹控制方法
3
抑制或消除冲压件回弹,应从制件设计及模具开发阶段着手。借助板料成形模拟技术预测回弹量的大小,对制件造型和工艺进行优化,并利用制件形状、成形工艺等进行补偿。

图3 某车型翼子板回弹现象
在模具调试阶段,严格按照工艺分析进行试模,某车型翼子板后部上方存在回弹现象(见图3),回弹量超差2~2.5mm,制件的尺寸合格率为88.2%,严重影响整车的匹配一致性及静态感知质量。结合上述冲压件回弹影响因素,从变压边力及成形回弹补偿的角度出发,分析冲压件的回弹控制方法。
01
变压 边力 工艺
在拉深成形过程中采用变压边力工艺抑制冲压件的回弹,即在成形前期采用较小的压边力以保证板料顺利流入凹模,在成形后期采用大压边力以增大板料的流动阻力,使侧壁部位板料的内外残余应力分布发生转移,制件在成形过程中内外层变形应力方向一致,板料由弹塑性变形转变为纯塑性变形。变压边力工艺可通过拉深模的局部结构改进实现,如图4所示。
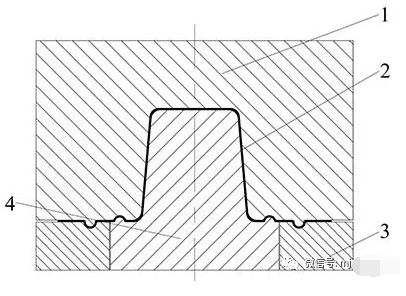
图4 拉深模改进结构简图
1.凹模 2.板料 3.压边圈 4.凸模
在凹模1上设置拉深筋,拉深凹槽设置在压边圈3上;在凸模4上也设置拉深筋,对应凹槽设置在凹模上,且凸筋与凸模制成一体,提高模具零件的刚性及稳定性。
该结构的特点在于拉深前期只有拉深筋对进料阻力进行控制,避免拉深件开裂;成形后期,拉深筋对成形阻力进行控制,增大板料流入凹模的阻力,使板料塑性变形更充分。

图5 拉深筋改进
此外,为增加板料成形的充分性,对拉深筋槽结构进行改进,将原半圆筋研配成半方筋形式(见图5),优化进料阻力。
02
型面回弹补偿技术
随着板料成形模拟技术的完善,采用计算机对板料成形过程进行数值仿真,预测板料成形后的回弹变形量并进行回弹补偿。针对翼子板回弹问题,现采用AutoForm模拟其拉深成形及预测回弹量,并根据回弹量大小对拉深模零件型面进行几何修正,回弹补偿流程如图6所示。
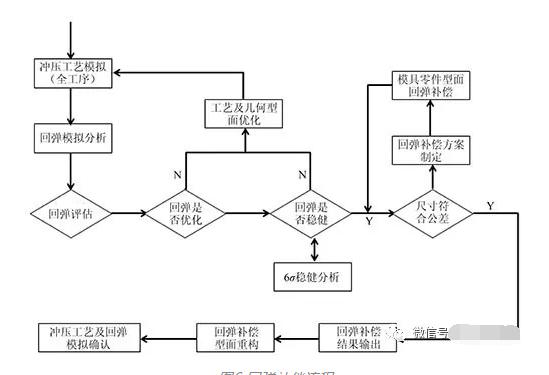
图6 回弹补偿流程
经软件的成形模拟及回弹分析计算,翼子板回弹如图7所示。
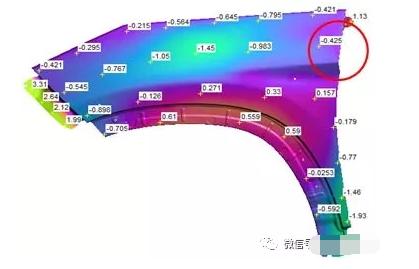
图7 补偿前CAE分析结果
由图7可知,翼子板与前门总成搭接处的回弹量最大值为-0.425mm,回弹量大小及分布情况与检具测量状态一致。在仿真分析基础上,制定了在制件特征拐角处分别进行3°和1°修正的措施,对拉深工序进行型面补偿(见图8)。
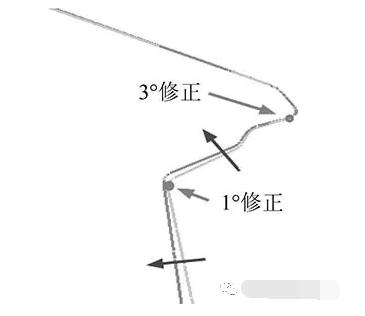
图8 型面回弹补偿措施
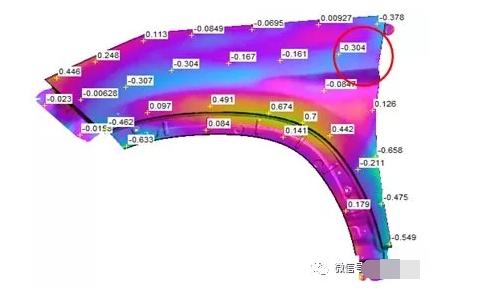
图9 补偿后CAE分析结果

图10 回弹现象消除
补偿后的CAE回弹分析结果如图9所示,由图9可知,采用型面补偿后该区域回弹量最大值为-0.304mm,仿真结果表明回弹量改善了0.121mm。采用上述措施实施修模后,实际生产时单件的测量值符合检具公差要求,回弹现象消除(见图10),制件尺寸合格率由88.2%提升至92.6%,模具零件型面回弹补偿措施有效。