面铣削:
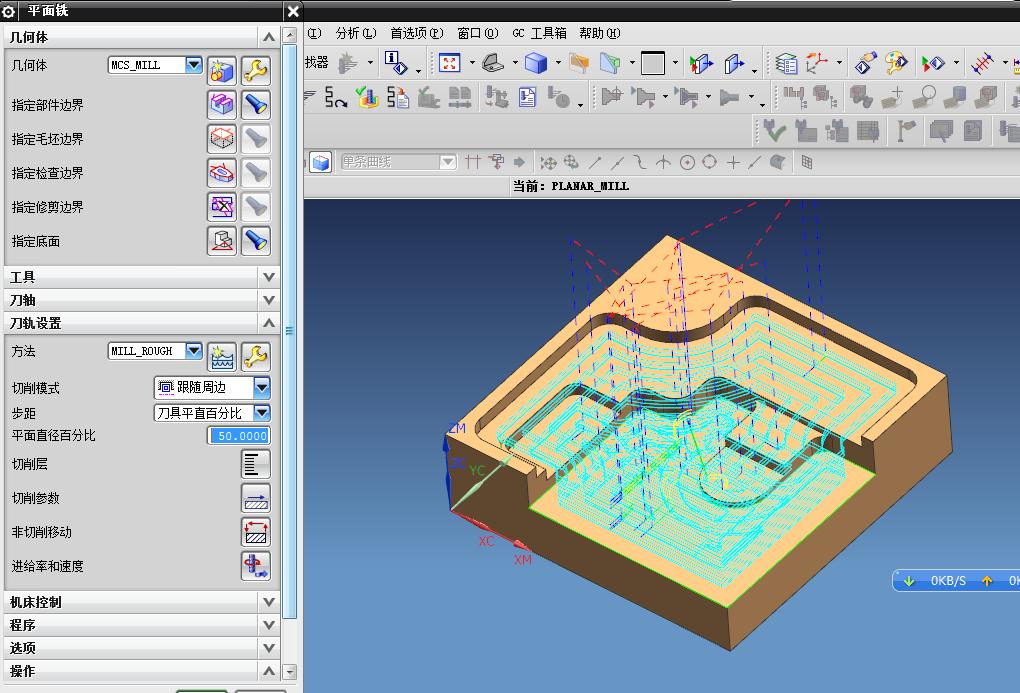
与型腔铣削类似,可全选底面设定加工范围。只有第三个才能实现,面区域铣削。有地方铣削不到可以调节铣削参数。铣削完成后,每层都有不同深度的余量,还需要再精加工面。
平面铣削有严格的边界控制,不会过切。面铣,只是把零件设为参考,在公差允许的情况下,它容易过切但本身不认为是过切。是靠余量来进行控制。
面铣选项具有刀具延展量,平面铣没有。各有优缺点。
直接指定毛坯厚度为加工厚度
“工具”---“工序导航器”----“删除设置”选项,适用于选错设置后,重现加工设置选项。
面铣适用于平底直面。
面铣与平面铣不同之处在于前者可以认可几何体形状。后者只认可轮廓。
跟随部件选项特点:既考虑周边,也考虑部件。保证全部顺铣,跳刀多,刀具磨损快。
跟随部件中,切削参数—连接—开放刀路—变换切削方向,省时间,刀路合理。
刀具延展量,用于设置刀具延展到毛坯边界外的距离,十分有必要设置。平面铣中没有,面铣中才有。
跟随周边:跟随部件最大轮廓,不同深度不同轮廓。“跟随周边”中才有“向内向外”加工选项。刀路简单,一般作为首选。有“岛清根”和“壁清理”选项。
两者都可“添加精加工刀路”配合加工。
UG4版本用跟随周边容易过切,所以一般都用跟随部件。但到UG7以上就没有这问题了。
轮廓 精加工
摆线切削:适用于高速切削,在凸角处不选“绕对象滚动“选项。
非切削移动选项中,区域内,尽量选择“前一平面”降低抬刀高度。
通过“区域起点”选项选择进刀点。
部件余量:零件周边壁上的余量。
壁余量:零件侧壁面上剩余的材料。若面铣削中没有指定侧壁几何体,则侧壁余量不起作用。
若指定部件余量2,指定壁余量1,在没有指定壁的情况下,侧壁余量2.在个别指定壁的情况下,指定壁余量1,没有指定的壁余量2,不牵扯底面余量。
最终底面余量:加工后留在腔底和岛屿顶部的余量。
安全设置:使用继承的。
会观察刀路颜色来区分进退刀切入切出路线。
刀具可视化中,会用选择颜色来表示厚度,来观察余量。
“非切削移动”---“进刀”中,尽量选择沿形状斜进刀。若工件为45号钢,侧角度小于5度,保护刀具。
面铣无二次粗加工,在UG8.5版本中面铣削增加底面壁选项。增加带IPW面铣壁。
解决刀路报警常用的两种方法:1、进刀—最小斜面进刀长度2、刀具延展量。
IPW选“壁”注意:若自动选壁,部件余量无效。若不选壁,则专门指定壁面,并指定壁余量,其余项默认部件余量值。
若先精铣底面,必留侧余量。若先精铣侧壁,底部必留余量。
“底面和壁”加工,可以自定余量,可直接进行二次开粗。
平面铣 材料侧,指的是材料的保留侧。
平面铣铣削多层复杂平面,先制定各平面,就是制定岛屿,材料侧内部。再制定外最大轮廓,材料侧外部。可延伸区域选择刀具居中。特点,多层平面.
平面铣字
指定底面指刻字的上平面,毛坯距离指离上平面距离,指毛坯的厚度,可以不设。文本深度指需要加工的字的深度。最终底面余量指还剩余多少不铣。
刻字必须在XY平面上。刻符号必须用平面铣。
型腔铣
用于大部分的粗加工,以及直臂或者斜度不大的侧壁的精加工。
插铣一定要用IPW
局部加工时,可指定切削区域。无毛坯时,可用指定切削区域。切削区域不合适,可用“修剪边界”。
二次开粗时,可使用“参考刀具”选项。
复制刀具路线无前后关系,只在复制的路线选项中使用“参考刀具”即可。
参考刀具第一刀切削量多,因为粗加工有余量,而参考刀具加工时只按实际道路走。
参考刀具一定要设大一些。重叠距离一般为2-3MM.
陡峭角度范围:大于这一角度会切削。角度设定“任一点法向与刀轴夹角。”越陡角度越大。
IPW有基于层和使用3D两项可选择,首选基于层。在设置时,被复制项中不用设置IPW参数。
切削层参数:切削参数中首选自动,范围深度不能删除,需要制定上平面。定好毛坯后,自动生成切削范围。
半精加工时,需要设置圆弧切入切出,保证光洁度。
等高加工相当于精加工。
切削层有个“最优化”选项,能自动调节切削深度,不用恒定。
切削层参数:自动生成:系统根据工件的结构特点自动将工件分割成若干切削层。用户定义:通过选择点确定最高切削层和最低切削层。单个:只生成一个切削层。
球刀通过残余高度来确定行距,最大0.01左右。
短途移动上的进给,选择优化刀轨。
“往复”模式下,切削参数,切削角度指定,45度。陡角越小,加工越少。
在平面上,陡角稀疏,在部件上,相对均匀。
切削参数,在边上延伸扩大刀路一般选择0.5,能铣干净。
固定轴轮廓铣削
螺旋式驱动:适合圆盘类,平缓曲面,螺旋半径超曲面,用非切削移动控制,适合回转曲面。
径向切削:刀轨垂直于指定边界,“清大角”用的少,偶尔用。
刀轨驱动:用的少。
材料侧:加工里面,材料在外侧,选择外。
加工外侧,材料在内,选择内。
与平面铣相反。
附加刀路,在加工范围内按一定步距进行刀路偏置,设置好次数。
为方便观察刀路,可将鼠标设置十字线状态:首选项—选择—显示十字准线。
文本铣削:可选择,文本深度为正,部件余量偏置为正,两者相等。
多重深度切削,改刀路数。
为防止刀轨出错,可以选择用大刀生成刀路,然后用小刀切削生成的刀路。
曲线点铣:相交曲线,两条分开选择。
曲面区域铣
前述都是投影加工,曲面区域铣不投影,驱动几何体有严格顺序。桉顺序选择。
材料侧与平面铣相反,指定的切削区域可以扩大。
起始步距中的起点和终点选项可以控制切削区域的大小。
切削步长:用公差设置,可选择0.01
指定部件后为投影加工,边可以往下掉,刀路尖锐,切削区域不会扩大。
流线铣:
指定部件,指定区域,必须的。
双条曲线,指定切削方向。尽量不能扩展延伸,“往复”最常用,封闭状态用“螺旋”残余高度0.05
可指定曲线,必须投影部件上,交叉曲线最近曲面。
多轴加工
旋转轴与四轴零件轴线一致。回转轴X
用圆柱定义安全平面。刀轴:正方向,刀尖指向夹头。
驱动方法:
投影矢量:最大投影面积指向零件表面。
点用于球类。球类内表面,远离点。外表面,指向点。
直线用于轴类零件
垂直于驱动体,从无限远指向零件表面,与材料侧有关系,投影方法为材料侧反方向投影。有问题,先找刀轴,再找投影矢量。
多轴加工尽量不要选部件。
加工曲面必须是四边面,单个表面可以不是四边面
刀轴与部件有关联时,投影矢量不能用刀轴。
刀轴
投影指向直线时候,刀轴远离直线。
前倾角:刀具沿刀轨前后倾斜的角度。正值表示刀具相对于刀轨方向向前倾斜。负值相反。
侧倾角:前倾角基于刀具的运动方向,侧倾角与前倾角相垂直的方向,正值向右倾斜,负值向左倾斜。
侧刃驱动体,侧刃方向为刀刃方向。
(只能记个大概,具体参数概念要去查教科书啊)
四轴叶片加工
开粗定义一角度,尽可能切削更多的材料。选择左下角轴旋转。
添加视图,(在模型视图中点右键,选择添加视图)定好角度后,开粗,用型腔铣削。
指定刀轴,指定矢量,检查余量,确定安全距离。
开粗完毕后,进入多轴加工环境,选择固定轴加工。
指定矢量:可采用垂直于模型视图做矢量。用新建的模型视图。
指定检查面,防止刀轨过切。
程序右键,对象,变换可让程序旋转。
曲面区域驱动方法中,步距一般选择为残余高度,0.01.