有时候在我们加工内孔会遇到,四分之一内孔圆弧,比如圆心在X0Z0上的R20圆弧,这时候普通程序粗车很麻烦,然而写一条万能宏程序即可解决,加工时使用一把稍大点的主偏角的内孔刀就行了,当圆心位于X0Z0时,建议先打一个小点的底孔,因为从X0开始起刀,直径太小时会顶刀。比如X0Z0上R20的圆弧,建议先用6MM钻头钻深3MM以上即可,然后从3MM开始起刀,这样即可避免顶刀又可以加大进给率。
以下是已经测试过的宏程序,这里我要上一下上篇<数控能力提升之小内孔锥度宏程序>中的宏程序中有BUG,文中的宏程序有BUG,当切削值不能被大头直径整除时会发生过切,如果有已经*载下**的朋友请立即停止使用或自行修改一下。
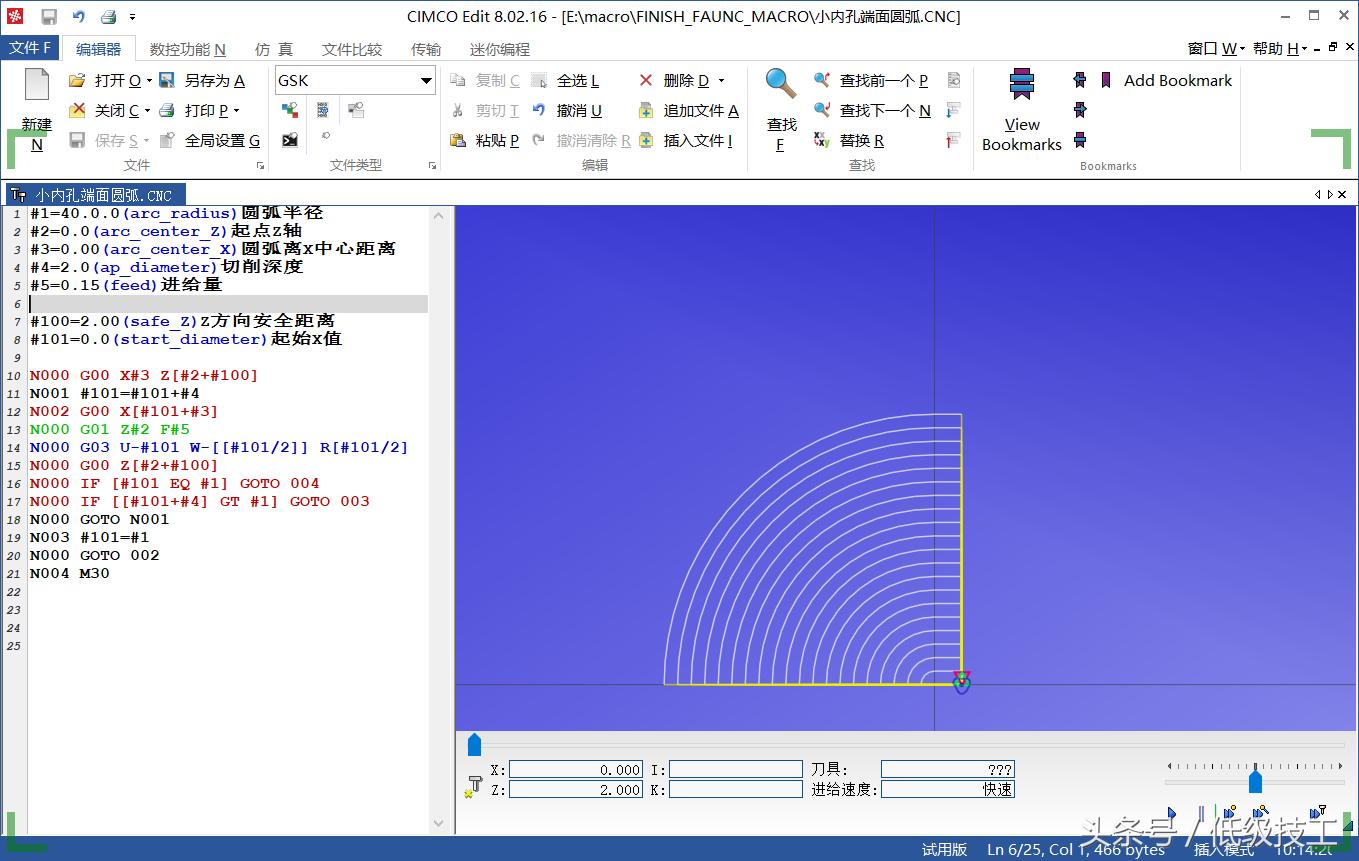
此宏程序可以加工任意位置上的四分之一圆弧
#1=40.0.0(arc_radius) 圆弧半径
#2=0.0(arc_center_Z) 圆心离Z中心距离
#3=0.00(arc_center_X) 圆心离X中心距离
#4=2.0(ap_diameter) 切削深度,直径指定
#5=0.15(feed) 进给量
#100=2.00(safe_Z ) Z方向安全距离
#101=0.0(start_diameter) 起始X值或者说是底孔直径
N000 G00 X#3 Z[#2+#100]
N001 #101=#101+#4
N002 G00 X[#101+#3]
N000 G01 Z#2 F#5
N000 G03 U-#101 W-[[#101/2]] R[#101/2]
N000 G00 Z[#2+#100]
N000 IF [#101 EQ #1] GOTO 004
N000 IF [[#101+#4] GT #1] GOTO 003
N000 GOTO N001
N003 #101=#1
N000 GOTO 002
N004 M30
视频加载中...