啄铣
什么是成功的啄铣?
啄铣是切入实心材料的一种方式,可以看做是坡走铣的替代选择。与坡走铣相比,它需要更高的功率,会产生长切屑并产生额外的切削力。因此,只能在以下情况下使用啄铣:
· 机床不具备坡走铣能力
· 加工封闭槽且距离过短
如何应用啄铣
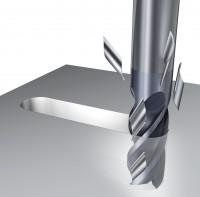
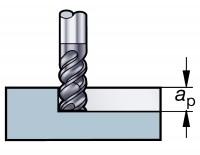
中心切削 - 钻铣刀 (立铣刀)
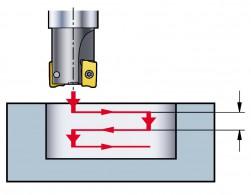
中心切削立铣刀的钻孔深度受到容屑槽长度以及排屑能力的限制。加工较深的槽时,使用啄铣循环。钻孔时,使用低进给:约为铣削推荐进给的50%。
注意:满槽铣时,考虑最大ap。
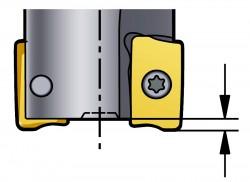
最大钻孔深度
清根铣和摆线铣


清根铣和摆线铣方法最初为难加工材料 (例如硬钢、ISO H、高温合金材料和ISO S) 粗加工和半粗加工而开发,但也可用于加工其他材料,特别是在振动敏感型应用中。
摆线铣主要用于加工槽。
清根铣通常用于拐角半粗加工。
这两种方法都已被证明非常安全且具有高生产率。
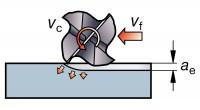
清根铣和摆线铣技术基于小切宽ae:
· 这将产生低径向切削力,因此对稳定性的要求较低并能实现大切深ap
· 这意味着一次只有一个齿参与切削,从而最大限度地减少振动趋势
· 这会因接触时间短而减少切削区域内的热量,从而能够使用更高的切削速度
· 这将产生小切屑厚度hex和高进给fz
刀具选择
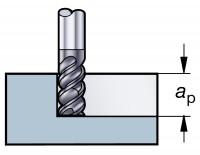
清根铣技术也可与将小切宽ae与大切深ap结合在一起的长刃铣刀搭配使用。
如何应用清根铣和摆线铣
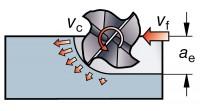
清根铣使用较高的切削速度vc和切深ap,但只有小切宽ae和每齿进给量fz。原因可能是:
· 因素
· 薄切屑厚度
· 短切触弧
· 结果
· 更低的切削力/更小的偏斜
· 更低的切削区域温度
· 益处
· 更大的切深
· 更高的切削速度
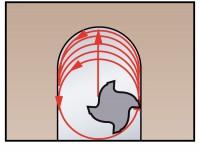
摆线铣
应用范围
存在振动问题时的一种出色的切槽方法;也适合对狭窄的阀腔、型腔和槽进行粗铣。
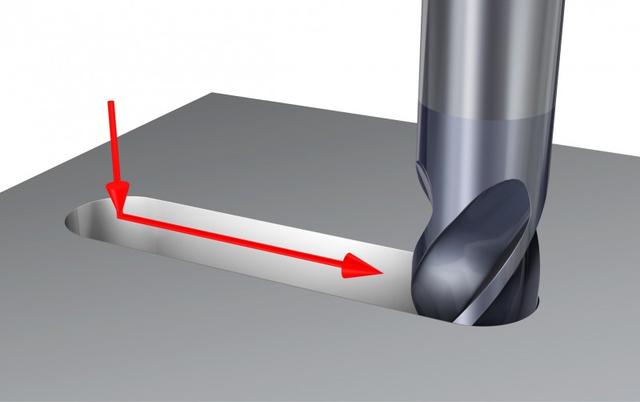
定义
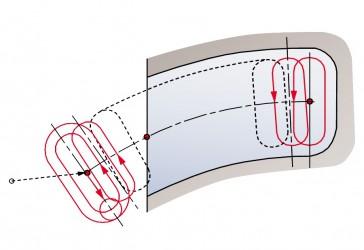
摆线铣可定义为包括同时前向运动的圆弧铣。铣刀沿其径向按照连续螺旋刀具路径的顺序去除重复的材料"清根铣"。
它需要专业编程以及机床具备相应的能力。
将刀具编程为圆弧切入和切出,保持较低的径向步距w,这意味着:
· 受控的切触弧产生低切削力,从而实现大切深
· 切削刃的整个长度都得到利用,确保热量和磨损均匀分布,从而实现比传统槽铣更长的刀具寿命
· 由于短切触弧,使用多刃刀具,从而实现高工作台进给和可靠的刀具寿命
· 最大切宽ae不应超过铣刀直径的20%
ap ≤ 2×Dcae = 小vf = 高vc = 可达传统方法的10倍
槽宽小于2×Dc时
为刀具编程沿径向进给以形成槽或轮廓的连续螺旋路径。保持进给恒定,调整步距。刀具有50%的时间不切削。
考虑因素
1) 调整每一刀的切宽,并在达到最大切宽/直径比时大于编程步距w。
2) 务必保持铣刀直径与槽宽之比小于70%,并保持径向步距w小于Dc的10%。
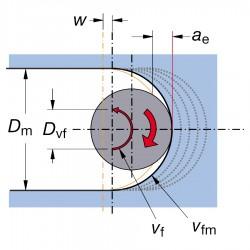
3) 进给保持恒定,但是,刀具中心进给vf与周边进给vfm不同。若程序采用刀具中心进给,必须根据周边进给计算中心进给。
切削参数
· 最大铣刀直径Dc = 70%×槽宽
· 步距w = 最大10%×Dc
· 最大切宽ae = 20%×Dc
· 切深ap = 可达2×Dc
· 初始每齿进给量fz = 0.1 mm
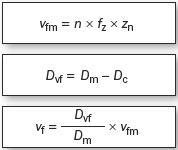
计算编程进给vf
摆线铣应用技巧
摆线铣用12 mm刀具取代8 mm刀具,能够实现比传统槽铣或插铣更加安全的加工过程,同时延长刀具寿命并降低刀具成本。
槽宽大于2×Dc时
当槽变得更宽时,可对连续螺旋路径 (例如窄槽的编程路径,其中,刀具有50%的使用时间不进行切削) 进行优化:
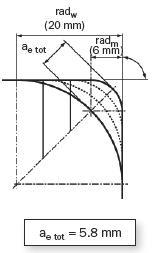
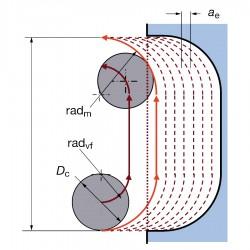
1. 圆弧切入 - 编程半径 (radm) = 50%×Dc。
2. G1和ae = 0.1×Dc。
3. 圆弧切出 - 编程半径 (radm) = 50%×Dc。
4. 快速移动至下一个起始位置。
5. 重复循环。
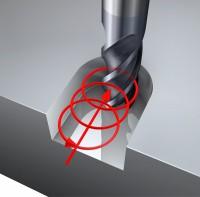
清根铣 - 拐角铣削
应用范围
清根铣是一种半粗加工技术,在拐角铣削中上一道工序所用更大尺寸的刀具无法到达的位置使用。
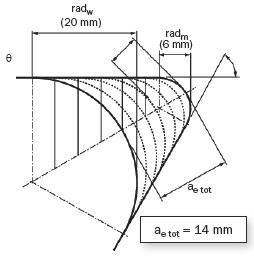
定义
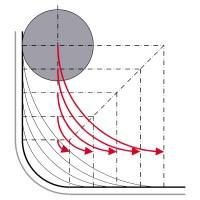
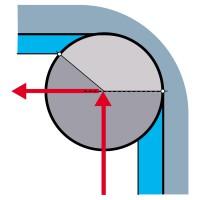
与摆线铣不同,不需要圆弧切入或切出,因为切宽从零开始逐渐增加并在中间达到最大值,然后重新减少至零。
多次走刀不断地去除材料,从而确保稳定的小切宽/接触角和低切削力。
考虑因素:
在拐角中降低进给率:
· 与所有圆弧轮廓铣一样,刀具中心进给vf,需要根据刀具周边进给vfm进行计算,以保持恒定的每齿进给量
· 根据铣刀直径与拐角半径之间的关系,切深可能变得过大,以至于无法以与直线切削相同的高进给运行
· 但是,编程铣刀路径直径Dvf与孔直径Dm之比不断地增加至完工拐角半径,这意味着每次走刀都需要不断地降低进给
· 加工过程变得不稳定并且出现振动
· 具有良好动态稳定性和刀具中心进给降低控制功能的机床是成功铣削内拐角的必要条件
清根铣
传统


每次走刀时,Dvf和vf不断地降低
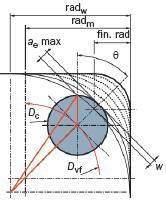
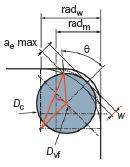
w = 径向步距radm = 零件结束半径radw = 零件起始半径
如果起始半径和结束半径相同,则所需的走刀次数将根据拐角角度而变化。对于角度小于60°的拐角,使用插钻头进行插铣可能是一项理想的解决方案。
拐角角度