众所周知,在切换产品时,都需要将机床上的所有刀具拆卸下来,再按照新上机的产品的既定程序重新安装刀具。对于凸轮式刀库(甩臂式换刀,随机交换)的加工中心设备,将刀库的刀具全部卸完是一件很麻烦且很费时费工的事,特别是非空刀很多的情况(除非能从刀库翘下刀具)。下面小编基于成都普斯数控机床所生产的Fanuc系统的加工中心给大家介绍讲解一下对于此机床刀具全卸的宏程序,以及编程思路。
基本前提:1.凸轮式刀库,机械手式换刀、随机交换;
2.M25代码------松刀使能(T图1);
3.T-CODE=T0-T20(具体根据机床型号而定)。
T图1
T图2

普通程序如下(以20刀库容量为例):
O8888(Xia@Dao)(T0-T20);
M6 T0;(换0号刀到主轴)
T1;(预选1号刀)
M25;(松刀使能)(此时程序将STOP,可手动操作从主轴上卸下刀具,T图2。下同)
M6 T1;(换1号刀到主轴)
T2;(预选2号刀)
M25;(松刀使能)
M6 T2;(换2号刀到主轴)
T3;(预选1号刀)
M25;(松刀使能)
.
.
.
M6 T19;(换19号刀到主轴)
T20;(预选20号刀)
M25;(松刀使能)
M6 T20;(换20号刀到主轴)
M25;(松刀使能)
M30;
%
对于以上程序的逻辑,不知道大家看出来没有?!
选刀-->换刀-->再选下一把刀-->松刀使能-->换刀-->再选下一把刀-->松刀使能......。
对,就是这样一个循环。对于这个循环,完全可以用宏程序进行编程。
首先,逻辑我们已经明确如下:
- T0-T20自然数,加一递增,故将此设为变量,就#500吧;
- 让其初始值等于0,最大值为20,超过20的不能执行(机床特性)。(视机床实际情况而定,即刀库容量。超过刀库容量即便程序逻辑正确也不能正确执行);
- 每换一把刀到主轴后,呼叫下一把刀到备刀位,准备交换。然后执行松刀使能M-code;
- 松刀使能执行后,程序将暂停运行(T图2),此时手动从主轴上卸下刀具,然后再按下CYCLE START执行下一循环。(安全提醒:请严格按照步骤操作,否则会导致人身伤害伤残等意外事故。M25程序暂停后严禁先按CYCLE START,再去手动卸刀);
- 接着是下一把刀的循环,直到T20从主轴上卸下后,程序循环完成。
- 宏程序编辑如下:
O8888(Xia@Dao)(T0-T20);
#500=0;
WHILE[#500 LE 20] DO 1;
T#500;
M06;
#500=#500+1;
IF[#500 GT 20] GOTO 10;
T#500;
N10 M25;
END1;
M30;
%
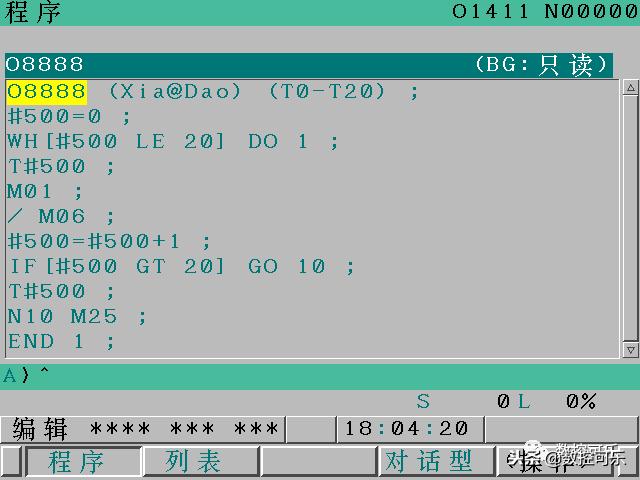
悄悄地告诉大家,上面那张图片不是照片哟,而是截图。Fanuc系统的截图。对此小编将整理相关资料分享给大家。
好啦,今天的分享就到这吧。有问题记得留言哟!
还没关注的小伙伴们,还在犹豫什么呢?!快快关注吧!
精彩推荐:
Fanuc参数之MDI界面显示模态信息
Fanuc-程序中的特殊字符
G10与刀补/坐标系宏变量的混合使用方法
FANUC 0i MD 可编程数据的输入功能-G10
FANUC 用户宏程序之用系统变量修改刀
FANUC系统之坐标系与系统宏变量的对应关系