氧炔焰喷焊技术在各行各业中的应用日益广泛。科技工作者们对该项技术的工艺、设备以及自溶性合金粉末等方面,不断地进行了研究。近年来,尤其在自溶性合金粉末的研究方面,取得了可喜的成果。但是,对于喷焊层内部组织结构的深入研究方面发表的技术资料不多。
材料的性能是由其内部组织结构决定的 。喷焊层其所以耐磨性能好,主要是由于其内部组织软基体中分布有硬质相的缘故,而硬质相的数量、形状、大小及分布情况,无疑将对喷焊层的耐磨性能产生影响。

众所周知,通过热处理可以改变金属和合金的组织结构,以期达到提高其硬度和耐磨性的目的。本文,要研究的问题,就是对铁基301合金粉末喷焊层施行热处理后,硬质相的数量、形状、大小及分布情况对其硬度和耐磨性是否能得到改善。然而热处理的工艺参数很多,通过正交试验得出其中淬火加热温度这一参数对喷焊层性能的影响最大。
因此,本文主要研究淬火加热温度对喷焊层硬度和耐磨性的影响。此外,可溶性合金*末型粉**号较多,我们选用了价格便宜、使用较广泛的铁基301作为研究对象并获得了良好的效果。
试验设备
1.氟炔焰喷焊设备:氧气瓶,中压乙炔发生器,SPH—1/h型喷枪,试件,铁基301合金粉末等。
2.金相分析和硬度测定设备:XJG—04型大型金相显微镜,XO—2型金相试样镶嵌机,HR—150型洛氏硬度计,HX-200型显微硬度计。
3.热处理设备:SRJX-4-9型箱形电阻炉,DRZ一4型电阻炉温度控制器,电热恒温箱,淬火水槽、油槽等。
4.磨损试验设备:M-200型磨损试验机,千分之一天秤。
试件的材料和尺寸:试件材料选用A3普通碳结构钢,考虑机械加工和M—200型磨损试验机的要求,试件在未喷焊前加工成形状,待喷焊后再加工成形状,共加工30件。
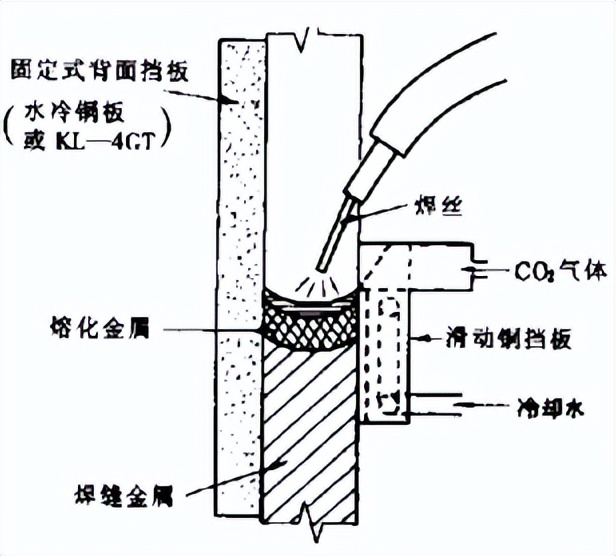
试件喷焊:工艺参数:氧气压为2—2.5kgf/cm²,乙炔压力0.5-1kgf/cm²,SPH-1/h型喷枪2号咀,铁基301合金粉末,采用一步法。表面处理:已进行机械加工的试样,其表面呈灰白白,故用*酮丙**擦洗表面即可。
用石棉将试件切槽填满,便于喷焊后加工。喷焊:首先将试件表面预热至300℃左右,然后进行喷焊。喷焊时采用一步法,喷咀距试件表面约10-15毫米,喷咀与试件切线方向夹角约为60°,边喷边熔化,同时左手缓慢转动试件,使之互相配合好一次喷焊到所需厚度。

虽然A3钢与喷焊层的线膨胀系数不同,但只要预热温度合适,喷焊后圆周表面焊层是均匀的。 喷焊后采用缓慢冷却,焊层不会产生裂纹 。此外,喷焊后焊层厚度的收缩率达20%左右,考虑试件加工尺丈的要求,焊层厚度控制在1.2—1.5毫米为宜。
试件时要保证其精度,否则将大大影响耐磨试验的精确度。在保证同心度的情况下,先粗车后精度。选用YW2型车刀,取前角为-15°-+15°,后角为8°—10°,车床转速为150转/分,进刀量为0.2—0.3毫米,走刀量为0.13毫米。磨削选用碳化硅砂轮,粒度为36—46,硬度中软,线速度不用30—35米/分,可干磨。
金相分析试样的制备:由于金相分析的要求,需制备成两类试样。试样用A3钢,在与上述“试件喷焊”相同技术条件下喷焊而成,数量9个。试样从经喷焊后的试件上切取(分成淬火前和不同加热温度、不同冷却介质淬火及回火后的试样),用电玉粉在XO—2型金相试样镶嵌机上镶制而成,数量9个。将上述试样进行磨光、抛光和腐蚀,便可进行金相分析。
试验方法及结果
淬火加热温度的选择:主要根据铁基301合金粉末中各合金元素的含量(0.6%C、30%Ni、5%Cr、5%Mo、3.5%Si、3.5%B、余为Fe)和各合金元素在喷焊层中的作用,以及铁301合金粉末的熔点(1150℃)来选择淬火加热温度。取淬火加热温度为850℃,880℃,920℃,940℃。

冷却介质的选择:选用水和油两种冷却介质,将试件分别进行水淬和油淬。为了以较少的试验次数取得较好优值,得出淬火加热温度和尽却速度两者中的主次因素和较优淬火加热温度。有两个因素,其中一个因素具有四个水平,另一个有二个水平,选混合水平表L8(4¹×2⁴)。
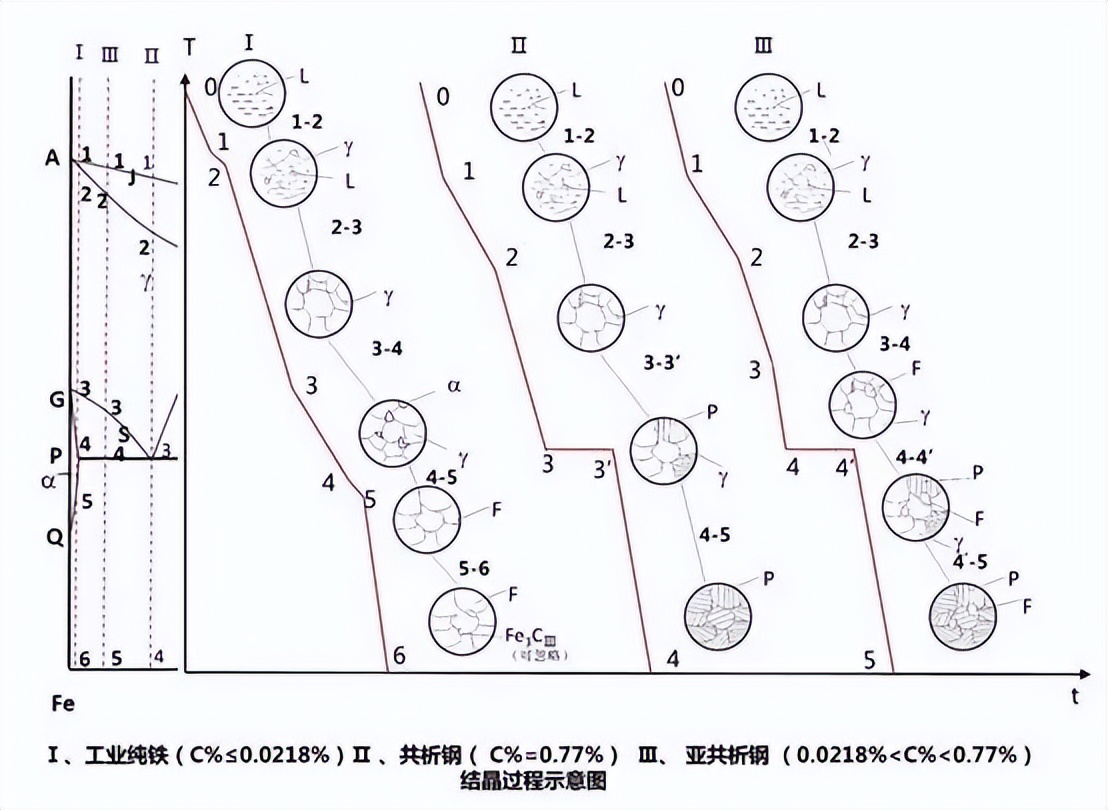
热处理工艺曲线:试件及从其上切取的试样和图s所示试样进行编号,将它们分别对应的在不同淬火加热温度加热,其他热处理工艺参数也要对应相同。
试验结果
淬火加热温度对硬度的影响:试件经淬火回火后,其洛氏硬度值(HRC)从数据可以看出喷焊层在不同淬火加热温度下,水淬比油淬对其硬度的影响较大。特别是在880℃水淬时;喷焊层硬度高达HRC57.3,而在其他淬火加热温度下淬火试件的硬度,与未淬火试件相比,硬度变化不大或略有下降的趋势。
淬火加热温度对耐磨性的影响,磨损试验是在M-200型磨损试验机上进行的,并用千分之一天平称重。磨损试验规落如下:试件安装及转速——未淬火试件与不同淬火加热温度淬火试件配对安装。
上试件轴安装未淬火试件,n₁=180转/分;下试件轴安装淬火试件,n₁=200转/分。压力——40kg·f。磨料凡尔砂(定时添加)。磨损时间——30分钟。测定方法——称重法,计算式如下:W=W₆-W.……(I)式中:W——淬火试件磨损量,W.——试件试验前重量,W,——试件试验后重量。Wr=Wr,-W1……(Ⅱ)式中:W/——未淬火试件磨损量,W、—-末淬火试件试验前重量,W,—未淬火试件试验后重量。
式中8相对磨损。表中(W/-W)之值为负值或E值大于1时,说明淬火试件耐磨性低于未淬火件:(Wr-W)之值为正值或E值小于1时,说明淬火件耐磨性高于未淬火件。从表中可以看出,880℃水淬试件的(Wr-W)之值为0.017,是数据中的最大值;E之值为0.746,是数据中的最小值。

这说明在该温度下水淬时喷焊层可获得较佳的耐磨性能。 940℃水淬时也可获得较好值,而其它几种淬火加热温度淬火对喷焊层的耐磨性能影响不十分明显。从表中还可以看出,无论那种淬火加热温度,水淬比油淬对改善喷焊层的耐磨性较优越。
*疆新**八一农学院学报为了验证上述数据的可靠性,进行了三次重复试验均获得类似结果。为了获得最佳淬火加热温度,通过试验表明在880℃左右的870℃、890℃均获得较满意的结果。
正交试验数据处理及分析从正交试验得出A因素(淬火加热温度)较B因素(淬火冷却速度)对喷焊层的硬度及耐磨性影响要显著。并得出A₂B₂为较优值,即喷焊层在880℃水淬时可获得较高的硬度和较好的耐磨性。
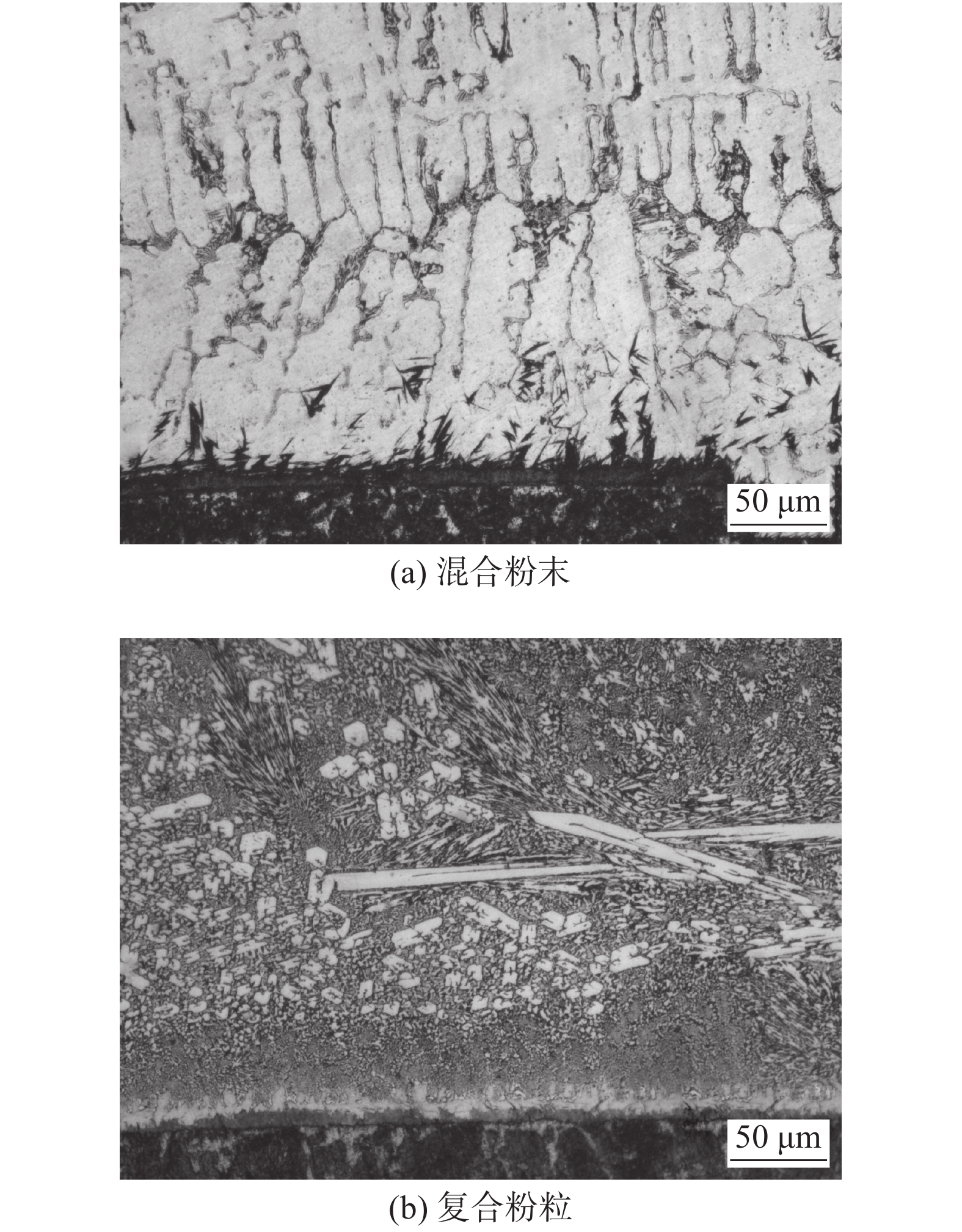
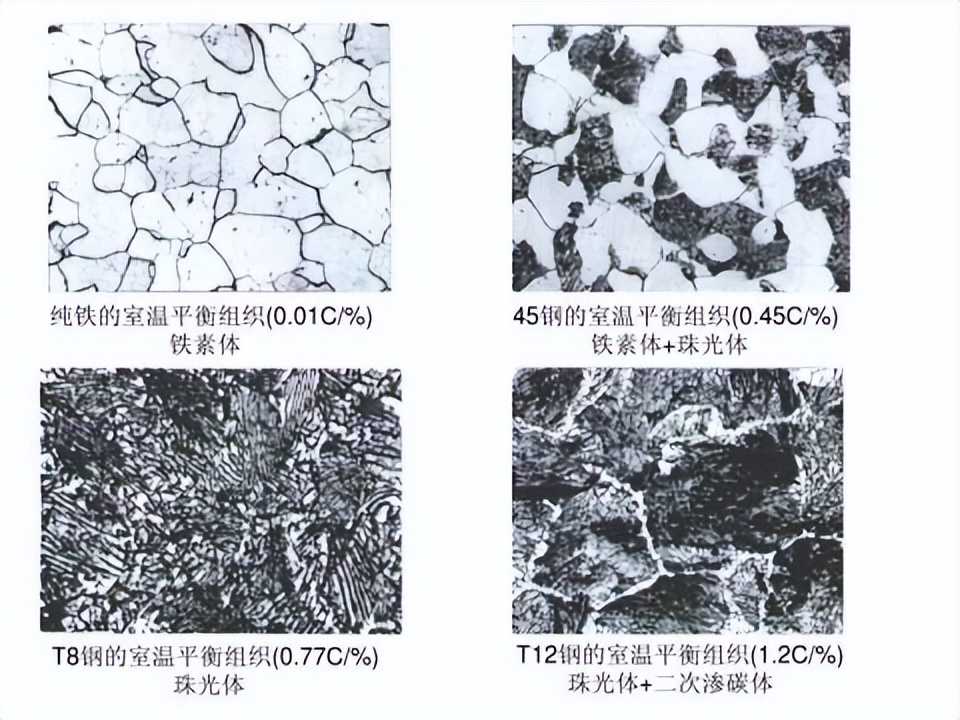
淬火加热温度对金相显微组织的影响合金粉末是一种多组元组成的合金粉末。因此,经喷焊后的喷焊层显微组织较为复杂。分别为铁基301合金粉末喷焊后未经淬火处理的喷焊层显微组织和结合层显微组织。
其组织特征由如下几部分组成:
①灰色基体为合金固溶体,其硬度值为HVo·qs557;
②白色方块状为硬质点,一般由铬特殊碳化物、铁铬碳化物和硼化物组成,其硬度值为
HV。·51648;
③白色长条状也为硬质点,一般由铁铬碳化物和硼化物组成,其硬度值为HVo·qs810;
④灰白相间为共晶体,其硬度值为HVo·05427。
将铁基301合金粉末喷焊后的试件分别加热到淬火加热温度850℃、880℃、920℃和940℃足够保温后在水中淬火,随后在180℃进行回火。
除850℃淬火的以外,其它几种淬火加热温度淬火后的显微组织中的硬质点,都比未经淬火处理的细,且分布也较均匀。但920℃、940℃淬火后的显微组织与880℃淬火的进行比较,以880℃水淬后的硬质点较细,且分布更为均匀。因此,经不同淬火加热温度淬火后试件的耐磨性也将有所改善,而以880℃水淬的耐磨性为佳。
结果分析
热处理可以改变铁基301合金粉末喷焊层的组织和性能。不同淬火加热温度水淬后,可以提高铁基301合金粉末喷焊层的硬度和耐磨性,其中以880℃左右水淬的效果最为明显。与未淬火试件相比,HRC由51.7提高到57.3,相对磨损E为0.746。

经试验,铁基301合金粉末与镍基合金粉末相比, 铁基301合金粉末喷焊层经热处理后可以提高耐磨性 ,特别是880℃水淬后的耐磨性接近镍基102合金粉末喷焊层未经热处理的耐磨性,且铁基301合金粉末比镍基合金粉末的价格便宜,因此进行该项试验具有一定的经济意义。
酶结构上的差异主要来源于基因。因此,各种杨树所具有的同功酶的种类和含量多少,就反映其亲缘关系的亲疏。杨属在漫长的历史演化过程中,从形态上分成几个派,相应地其过氧化物同功酶也发生了差异。虽然各派间酶谱的差异大于种间,但种间酶谱在种类或含量上是有区别的、可以区分的。
实际上即硬度与耐磨性是与Ni-Cr或Co-Cr固溶体中所含有的CrB或Cr₂B及镍的硼化物(Ni₂B,Ni₃B)数量和碳化铬Cr23C6的析出情况有关。从以后介绍的商品粉末成份范例中也可以看出含硼高者其硬度也相对地提高。
当如Metco31C,32C等碳化钨系自熔合金,由于在Ni-Cr—B-Si自熔合金中加入烧结碳化钨粉末,观察发现这类合金的喷焊层在较硬的自熔合金基体上分布弥散的超硬的碳化钨颗粒,因此其硬度据报导可达HRc70以上硬度的大小与碳化钨加入量与弥散程度有关。

结论
根据以上分析可以看出,过氧化物同功酶的电泳分析作为形态分类的一个辅助手段是可行的。B和C两区酶带为杨属植物共有,证明它们起源相同,是一个自然类群。
在亲缘关系上,青杨派和黑杨派很相近,而白杨派则是一相对独立的类群。各派杨树*种杂**与亲本种在酶谱上表现出一定的相似性,只有少数种例外,这可能与地理分布有关,有待进一步研究。
