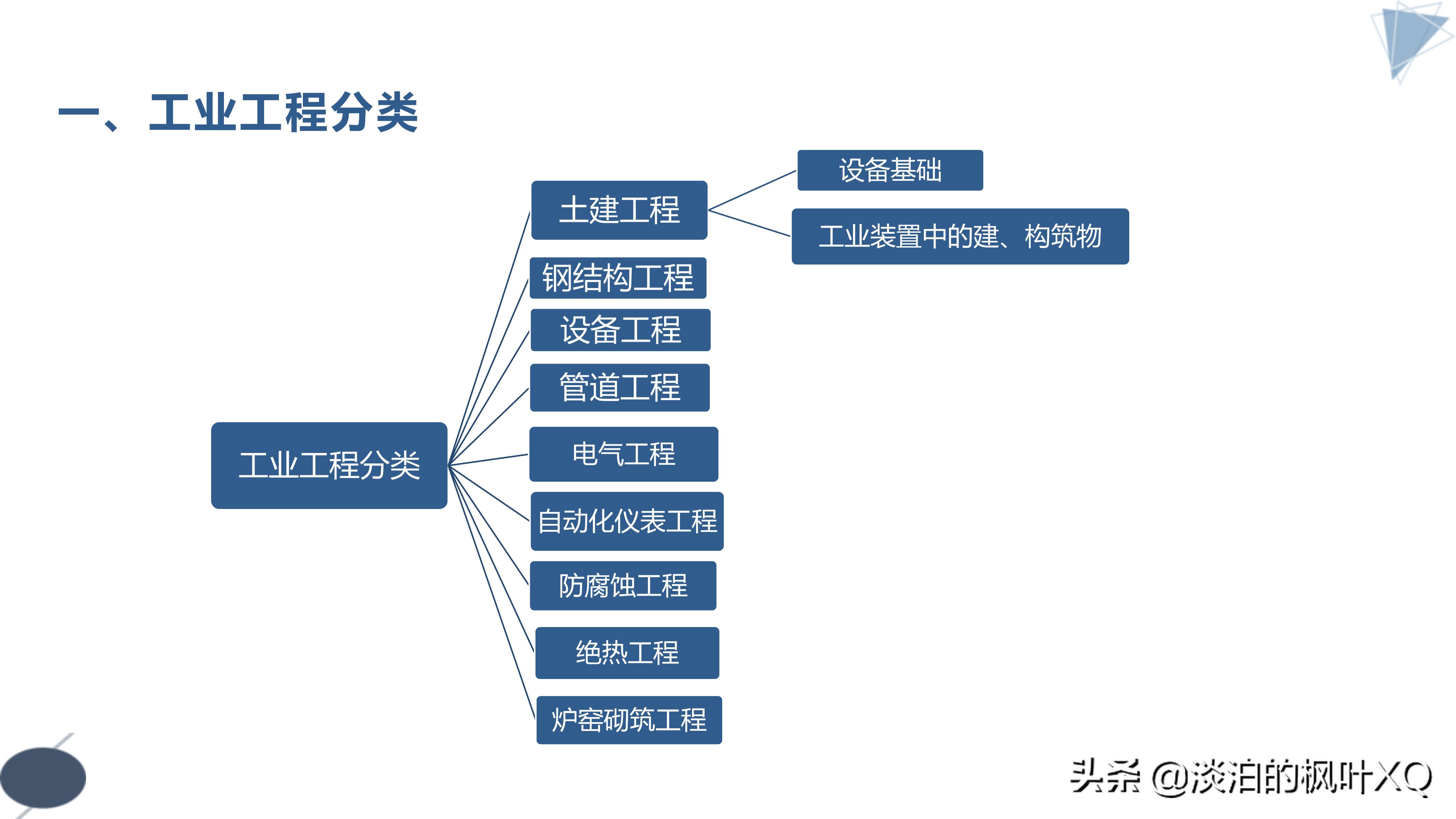
一、工业工程分类
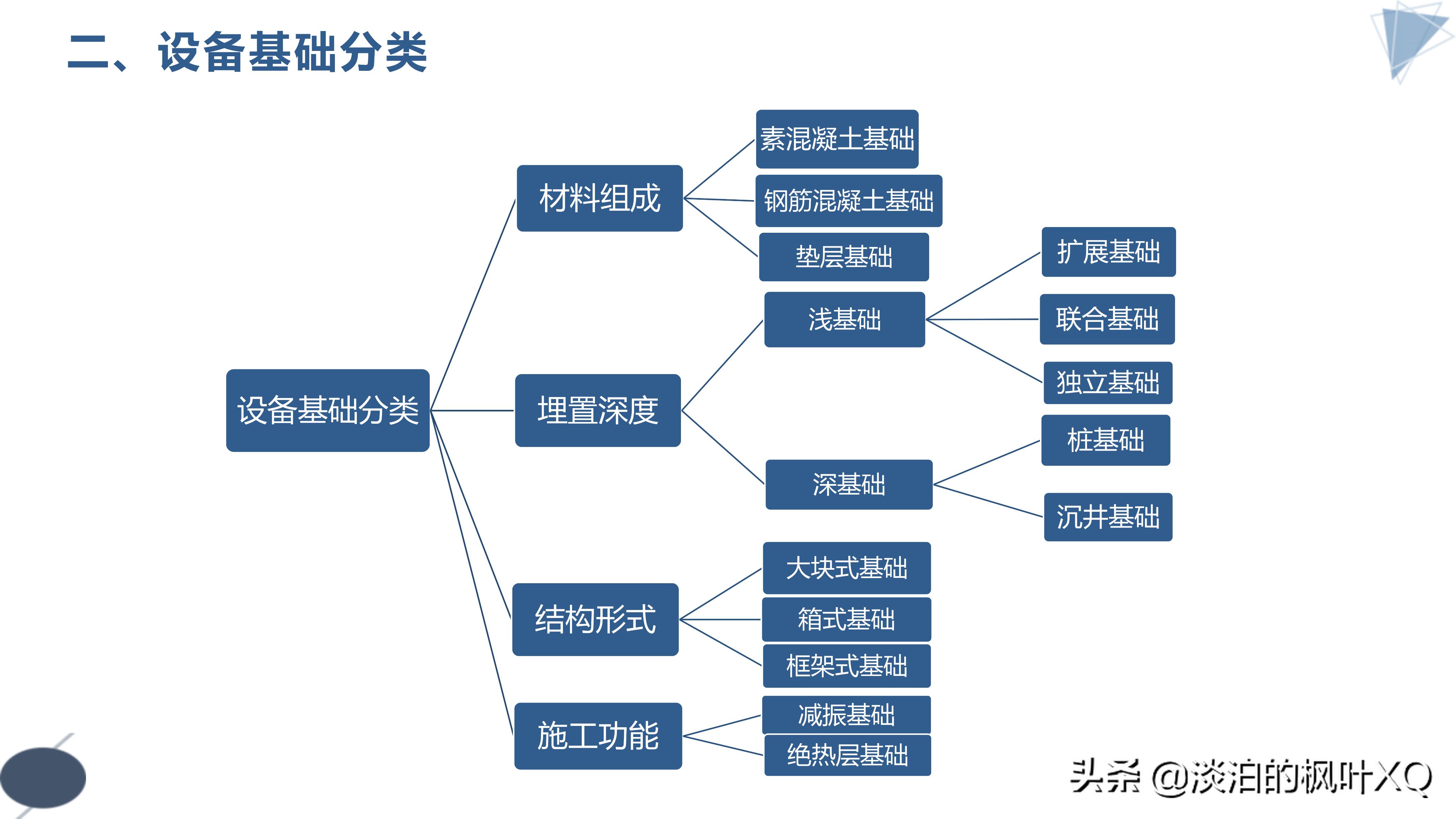
二、设备基础分类
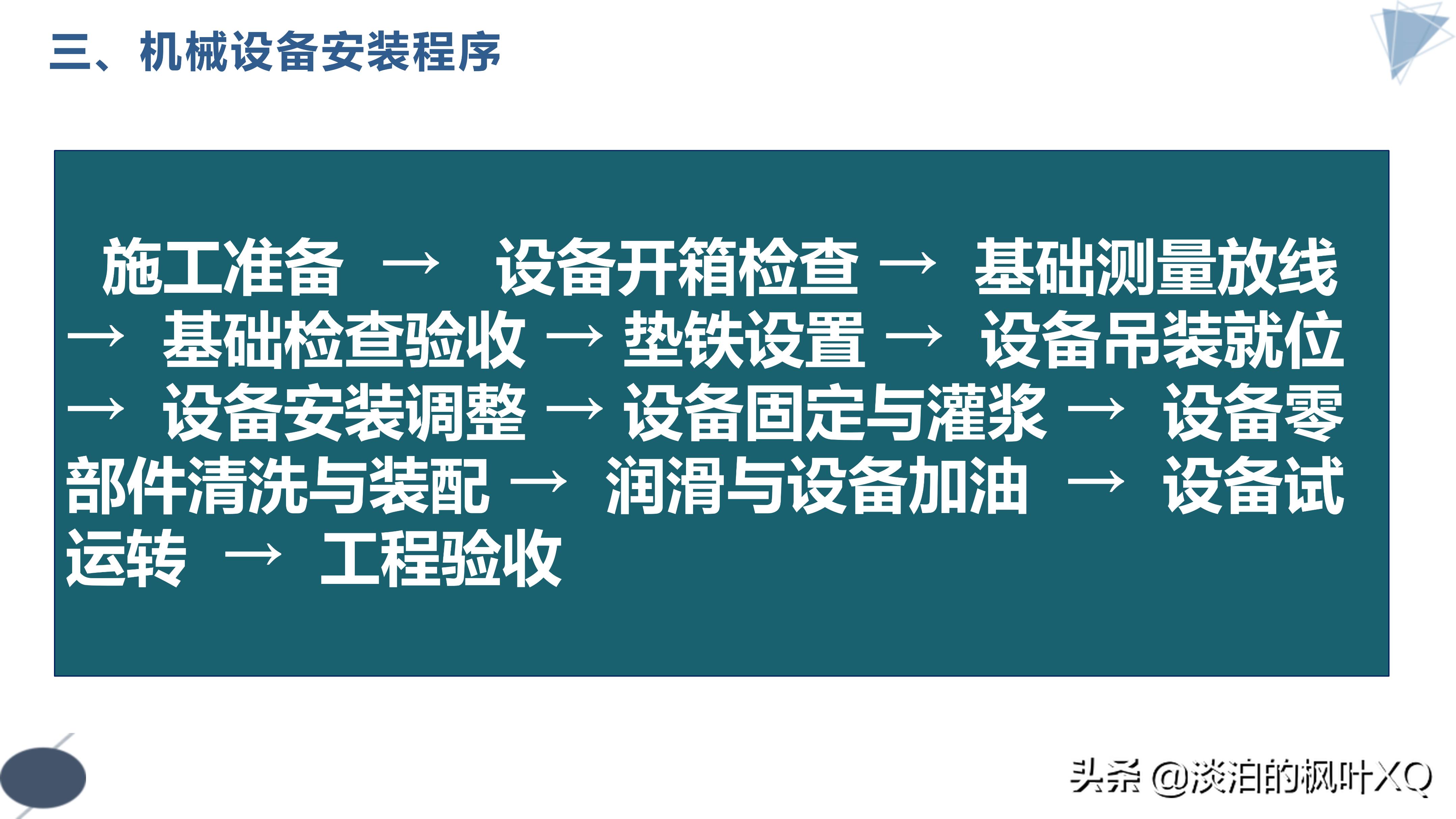
三、设备安装工序
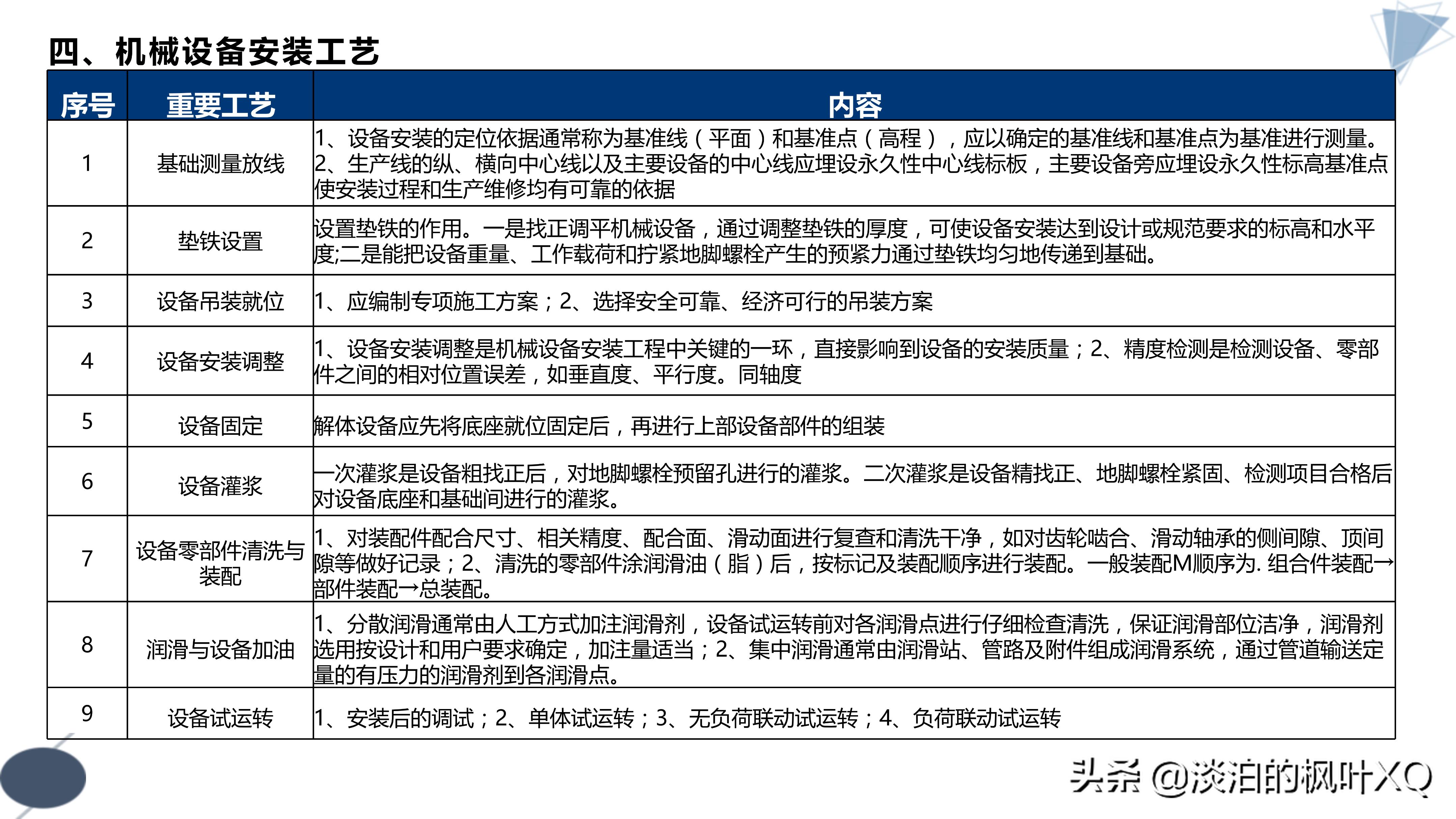
四、设备安装工艺
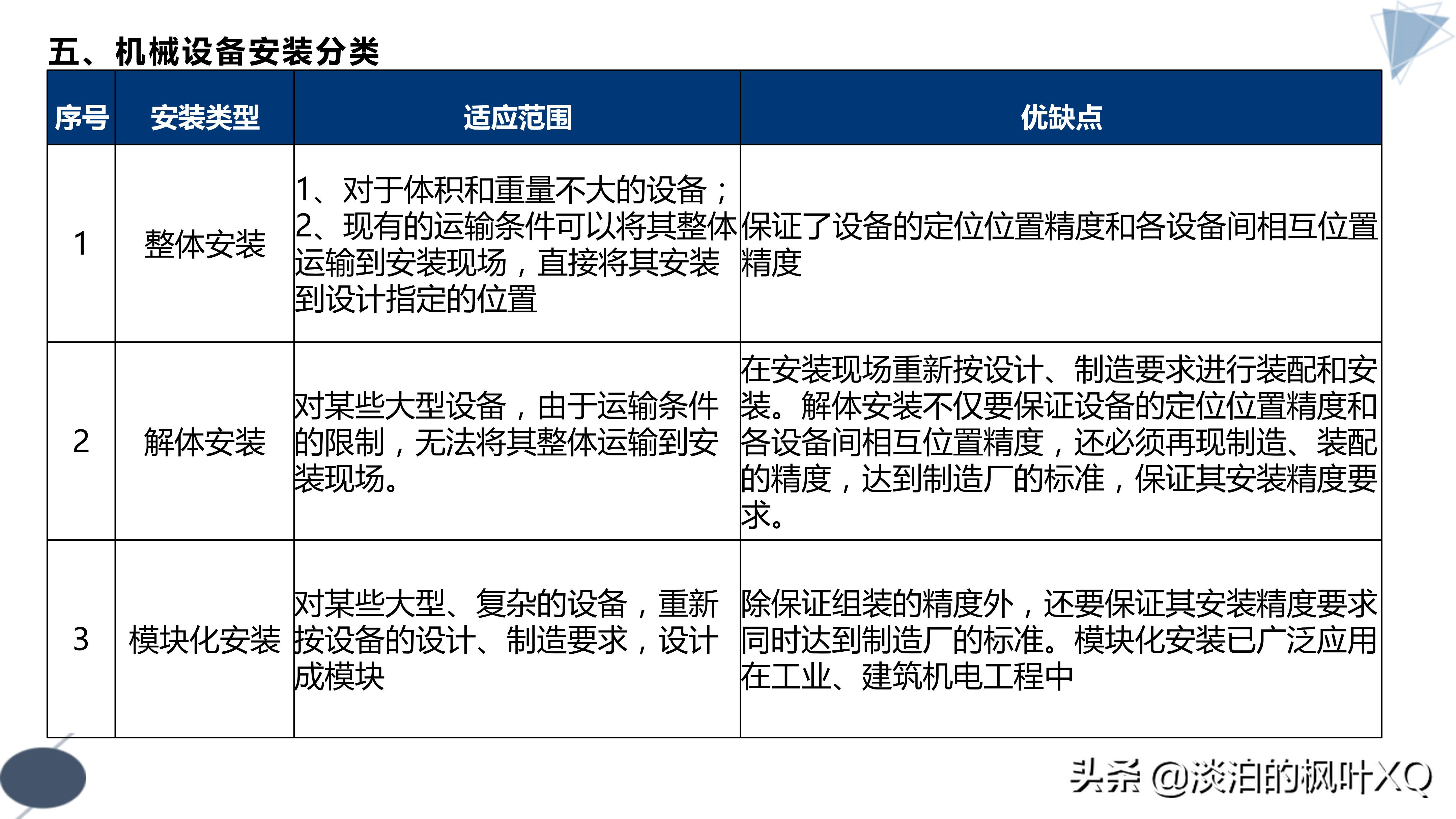
五、设备安装方式
六、机械设备典型零部件的装配
主要包括∶ 螺纹连接件装配、过盈配合件装配、齿轮装配、联轴器装配、轴承装配 等零部件的装配。
(一)、螺纹连接件装配
1、有规定预紧力的螺纹连接,在紧固时应按预紧力要求并做测量。如有密封要求的容器、设备上的重要螺纹连接件等。
2、有预紧力要求的螺纹连接常用紧固方法:
定力矩法、测量伸长法、液压拉伸法、加热伸长法
(二)、过盈配合件装配(去年案例题已考过)
(三)、齿轮装配
1、齿轮装配时,齿轮基准面端面与轴肩或定位套端面应靠紧贴合,且用 0.05mm 塞尺检查不应塞入;基准端面与轴线的垂直度应符合传动要求。
2、相互啮合的圆柱齿轮副的轴向错位,应符合下列规定∶
1)齿宽B≤100mm 时,轴向错位应≤5%B;
2)齿宽B> 100mm 时,轴向错位应≤ 5mm。
3、用压铅法检查齿轮啮合间隙时,铅丝直径不宜超过间隙的3倍。铅丝的长度不应小于5个齿距,沿齿宽方向应均匀放置至少2根铅丝。
4、用着色法检查传动齿轮啮合的接触斑点,应符合下列要求∶
1)应将颜色涂在小齿轮上,在轻微制动下,用小齿轮驱动大齿轮,使大齿轮转动3~4转。
2)圆柱齿轮和蜗轮的接触斑点,应趋于齿侧面中部;圆锥齿轮的接触斑点,应趋于齿侧面的中部并接近小端;齿顶和齿端棱边不应有接触。
3)可逆转的齿轮副,齿的两面均应检查。
(四)、联轴器装配
联轴器装配时,两轴心径向位移、两轴线倾斜和端面间隙的测量方法,应符合下列要求∶
1)将两个半联轴器暂时互相连接,应在圆周上画出对准线或装设专用工具,其测量工具可采用塞尺直接测量、塞尺和专用工具测量或百分表和专用工具测量。
2)将两个半联轴器一起转动,应每转90°测量一次,并记录5个位置的径向位移测量值和位于同一直径两端测点的轴向测量值。
3)测量联轴器端面间隙时,应将两轴的轴向相对施加适当的推力,消除轴向窜动的间隙后,再测量其端面间隙值。
(五)、轴承装配
1、滑动轴承装配
2、滚动轴承装配
1)装配方法有压装法和温差法两种。采用压装法装配时,压入力应通过专用工具或在固定圈上垫以软金属棒、金属套传递;采用温差法装配时,应均匀地改变轴承的温度,轴承的加热温度不应高于120℃。冷却温度不应低于-80℃。
2)轴承外圈与轴承座孔在对称于中心线120°范围内、与轴承盖孔在对称于中心线90°范围内应均匀接触,且用0.03mm的塞尺检查时,塞尺不得塞入轴承外圈宽度的1/3。
3)轴承装配后应转动灵活。采用润滑脂的轴承,应在轴承1/2空腔内加注规定的润滑脂;采用稀油润滑的轴承,不应加注润滑脂。
未完待续,关注作者,后面会有更多精彩的内容!