
FAREIGHT
OKI(冲电气)创立于1881年,是日本最早的电子通信产品生产厂家,自创立以来创造了多项全球高端技术,在全球拥有超过9万件知识产权专利。冲电气以机电一体化系统、信息通信、EMS以及打印机四大事业本部为中心,长期为日本国内政府机关、银行、通信运营商、交通机构等领域提供相关产品和服务。
其主厂(富冈工厂,群马县富冈市)的机电一体化事业本部主要研发生产ATM自动柜员机、车站自动售票机、机场无人通关系统等将近40种以上的设备,作为多品种小批量的典型生产商,OKI一直致力于结合AI、IOT等新技术手段向智能化工厂迈进!

OKI富冈工厂
一、导入利用2台协作机器人的自动装配系统
KI的机电一体化事业部为了推进多品种小批量生产的自动化,从2017年度开始导入协作机器人,现在6台左右的协作机器人正在运转。机电一体化工厂生产技术部部长白崎吉则先生说:“通常的工业用机器人适合大量生产,但不太适合多品种小批量生产。因此,我们着眼于哪怕速度慢一些,但即使人在附近作业也安全且容易教学的协作机器人。”
该事业本部生产的产品,根据产品群的不同,模型数和生产量都有很大的不同。因此,生产量大一些的ATM机等有专用的生产线,而日产台数为1~15台左右的产品则是混流生产的。到现在为止,对型号少生产数量多的粘接剂的涂敷等的作业也推进了自动化。但是,螺丝紧固、嵌入、打孔、外观检查等型号多的作业仍为手工作业。
如果能将这些占总工时的1/4左右的作业实现自动化的话,就益处多多了。“从缩短组装标准时间的观点出发,希望通过协作机器人和人的组合来提高作业效率”(他)。因此导入了利用协作机器人的「自动组装系统」。

利用协作机器人的自动组装系统
丹麦环球机器人生产的2台协作机器人“UR5”同时动作,弥补了协作机器人动作速度慢的缺点。其特征在于,由具备进行组装等的机器人的系统主体部即“通用模块”、和具有供应零部件和工具并具备成品的排出部的“专用部”构成。


自动组装系统
当在通用模块的规定位置组装专用部时,根据供给的部件自动切换机器人的动作程序,完成与以往不同品种的作业。具体地说,当组装专用部时,通用模块的条形码读取器读取专用部的部件供给托盘背面的条形码而切换程序。专用部利用台车很容易移动。将专用部和动作程序进行关联,装卸容易而简单地实现品种切换的装置。作业结束后用声音和信号灯通知作业人员。作业人员只需按照指示组装下一个专用部即可。

用于切换程序的条形码
二.图像识别确保作业内容
为了迅速、切实地执行作业,也下了很多功夫。例如,其中之一就是螺丝紧固用电动螺丝刀的无线化。在自动组装系统中的螺钉紧固是通过抓住将UR5设置在专用部的电动螺丝刀来进行作业。此时,如果是有线的话,不仅会成为专用部的分离障碍,而且电源和信号线也会成为作业的障碍。因此,对市售的电动司机实施了搭载在电池及OKI的通信事业中亲自动手的920MHz频带的无线通信基板等的定制。
通过无线取得扭矩信号,系统自动确认作业是否确实执行。根据扭矩信号的强度也可以判断电池的更换时期。因为没有电缆,所以即使两台同时运行,电缆也不会缠绕在一起,“最终可以以与人相同的速度进行作业”(白崎)。

无线化的电动螺丝刀
定制了市面上销售的电动螺丝刀,搭载了电池和无线通信基板。
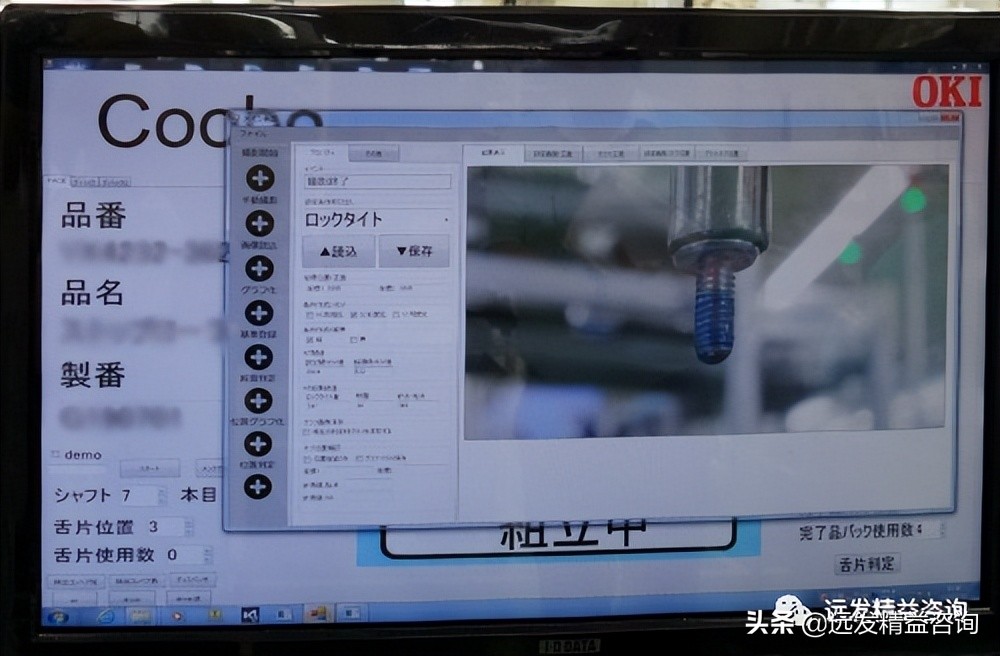
为了推进自动化,必须自动判定中途作业内容的好坏。因此,加进的是图像检查功能。例如,在某些部件的组装中,在紧固螺钉时在前端涂敷粘接剂,以防止以后松动。在组装前,通过图像识别功能确认前端是否涂敷了适量的粘接剂。在涂布范围和量不合适的情况下,采用了弹出装置。以前是人确认的。
但是,该粘接剂在通常的图像识别中不能判断涂布材料。即使强调红、绿、蓝3种原色,也很难辨别。因此,决定提取光的3个属性(色相、彩度、明度)进行图像识别。具体来说,通过强调彩度等,可以自动判定是否合格。
图像识别功能
三.6人作业减为1人作业
“示教的简化也是活用要点之一”(白崎)。这是为了缩短追加品种、商品编号时的启动时间。例如,在将由UR5抓握的轴承插入由夹具固定的轴部件的作业中,在插入位置要求高精度,若稍有偏差则插不进去无法进行作业。但是,由于固定用夹具的尺寸的偏差等,不能达到理论上的位置,所以需要根据夹具调整位置。要求进行肉眼看不出来的微妙的位置调整,人工摸索需要时间。
因此,在示教时,在机械臂的手的根部设置了扭矩传感器之后,编制了一个即便稍稍偏离坐标但可反复进行多次插入作业的程序。如果能很好地插入的话,扭矩会变得非常小,所以可以自动算出与每个品种的固定用夹具对应的最佳位置。
现在,对于用协作机器人自动化的直接作业,以前需要6个人的作业现在可以一个人完成。今后,在增加自动化系统的同时,扩充该系统的自动化对象作业的品种、型号。
四.导入支援组装作业的投影装配系统(PAS)
富冈工厂致力于的不仅仅是自动化。通过导入用网络照相机和投影仪支援组装作业等的「投影装配系统」(PAS)也大大提高了组装线生产效率和品质。
PAS系统将作业者看到的作业指示从投影仪投影到部件架或作业台上,并且用照相机拍摄按照其移动的作业者的手,能够掌握作业的进行状况。

原来部品架是固定的,2018年进行了开发升级,部品架可以升降,收纳的零部件数量提高了2倍。


支持组装作业的“投影组件系统”(PAS)
现在OKI在日本的智慧工厂技术中领先群雄,未来还将继续在富冈工厂引入新技术手段,从而带动产业升级。
【视频】日本知名百年企业OKI提升生产效率的神器——装配作业导航系统