8款2018年最新最牛的国内外刀具,款款让你过目不忘!
山特维克可乐满
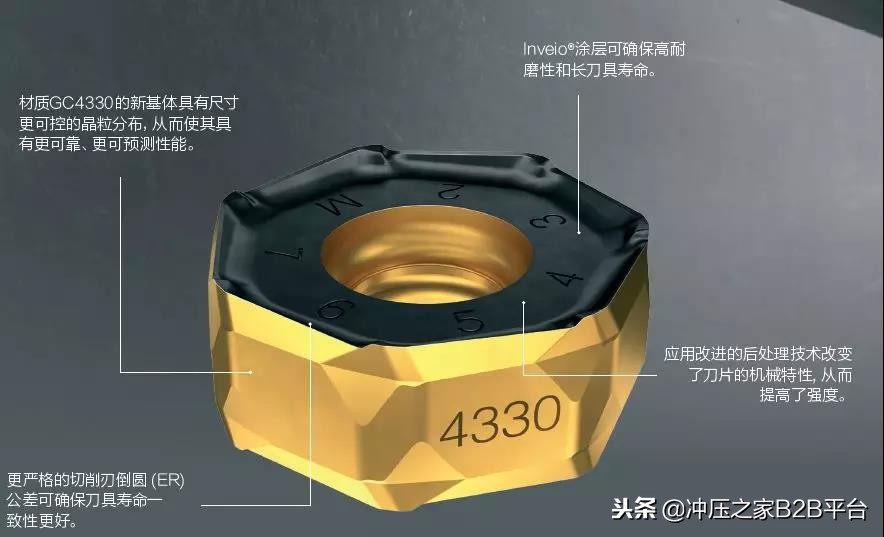
全新钢件铣削材质GC4330和GC4340

各生产商在铣削钢(ISO P)制零件时都面临着诸多挑战。
例如,加工高硬、高耐磨钢件时会造成很大的刀片后刀面磨损,尤其是在高速、长时间连续切削的情况下。此外,工件夹持不稳定或长刀具悬伸这种不稳定的加工条件会增加刀片崩刃的风险,同时加工期间的温度波动 (特别是湿式加工) 可能导致裂纹形成,进而造成刀具突然断裂。
山特维克可乐满新推出的全新钢件铣削材质GC4330和GC4340以各种方式攻克了这些难题。
经过优化的Inveio涂层极大地增强了刀具的抗磨损能力,显著延长了刀具寿命,而安全性也丝毫没有削弱。凭借Inveio 涂层具有的单向晶体定向技术,该涂层具备防止热裂纹生成的强大能力,进而延长了刀具寿命且提升了刀具稳定性;此外,一种全新的后处理工艺通过更改刀片属性进一步增强了刀片性能。
技术特点
益处
• 更长的刀具寿命能够实现更低的单个零件成本
• 更高的加工安全性能够确保可预测的性能和更短的停机时间
• 高零件质量

应用
• 针对钢件铣削进行优化
• GC4330:粗到半精面铣的首选
• GC4340: 方肩粗铣和槽铣的首选
• 湿式和干式加工皆可 (建议首选干式加工)
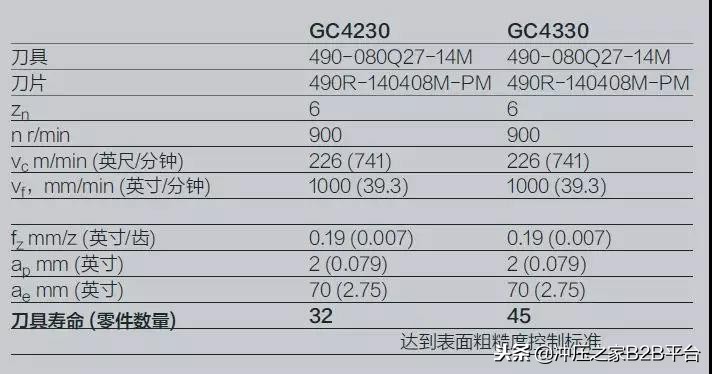
CoroMill490的客户案例
刀具寿命
零件:夹具
工序:面铣
机床:Mori Seiki NH4000DCG
材料:P1.2.Z.AN (CMC 01.2) 非合金钢
山高刀具
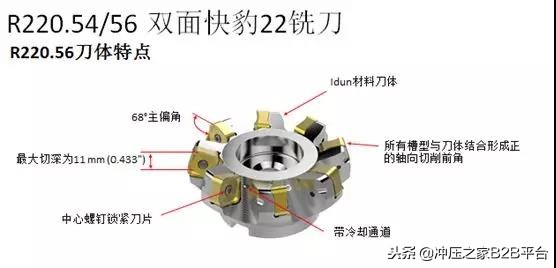
双面快豹22
双面快豹 22 是山高在平面铣刀领域取得的最新突破,显著提高金属切除率,使车间能够完全发挥机床的铣削潜能。这款新刀具同时适用于粗加工和半精加工,八个切削刃提供较大的切削深度,具有出色的经济性。

双面快豹 22 铣刀提供 45 度和 68度 两种不同主偏角形式的选择,切削深度分别高达 9mm (0.350") 和 11mm (0.430")。刀片采用大轴向前角,不仅能够轻快切削,而且使用寿命较长。
刀体提供固定齿形式和可调刀夹形式,可调刀夹形式适用于大直径场合,直径范围为 200 mm 至315 mm(7.87” 至 12.40”)。
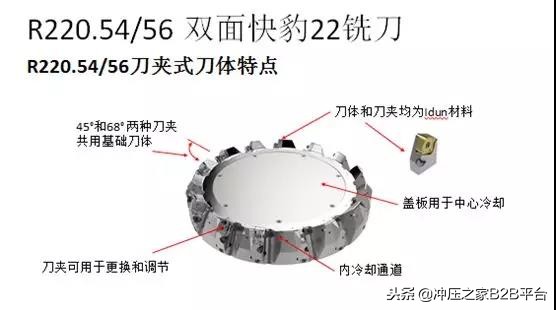
刀体排屑槽表面采用了山高全新的表菱形纹路设计,切屑控制和排屑能力得到强化,且刀具表面持久亮丽,经久耐用。
此外,所有刀体均配有内冷通道,可在加工过程中降低切削温度,提高切削效率,并且使排屑更顺畅。
双面快豹22适用于大切深的重载切削。一般情况下,首选45度主偏角刀具;而当加工过程中存在夹具干涉或其他无法避开的障碍时,那么采用68度主偏角刀具将会非常有利。同时,双面快豹22可广泛应用于各种零件材料,包括钢、铸铁、不锈钢和超级合金材料,例如钛合金和镍基高温合金。
株洲钻石
YBG系列加工高温合金刀具
株洲钻石在传统PVD涂层工艺的基础上,从多元和多层两方面进行了研究,突破了等离子增强纳米多层调制周期结构PVD技术,优化后YBG102牌号纳米多层结构涂层的调制周期显著降低到纳米尺度。
而对于高温合金的加工,一方面切削加工*特中**别是车削加工要求良好的耐磨性好,另外耐热合金等材料的加工中产生的热量高,又要求材料具有良好的耐热性能。

因此在基体方面,对于为了高耐磨性要求选择低Co含量的设计,为提高产品的高温抗塑性变形能力采用细颗粒的WC及并添加适量TaC立方相进一步提升高温性能。因此开发出了YBG105,YBG105较YBG102性能提升30%,全面超过和满足现场精加工、半精加工和粗加工要求。

YBG系列加工高温合金刀具介绍:
YBG102:PVD涂层牌号,Nc-TiAlN涂层与细晶粒基体结合,适合高温合金的连续精、半精车削加工。
YBG105:PVD涂层牌号,四元系的TIALN纳米涂层,提升刀具的耐磨性,适合高温合金的连续精、半精车削加工。
YBG212:PVD涂层牌号,高耐磨的TiAlN涂层与基体紧密结合,韧性和硬度更高。良好的涂层热稳定性和化学稳定性为切削刃提供更有效的保护。高韧性的超细硬质合金基体,具有良好的刃口强度。适合高温合金的断续车削,及钛合金、高温合金铣削。
厦门金鹭
WMV系列通用车削修光刃刀片
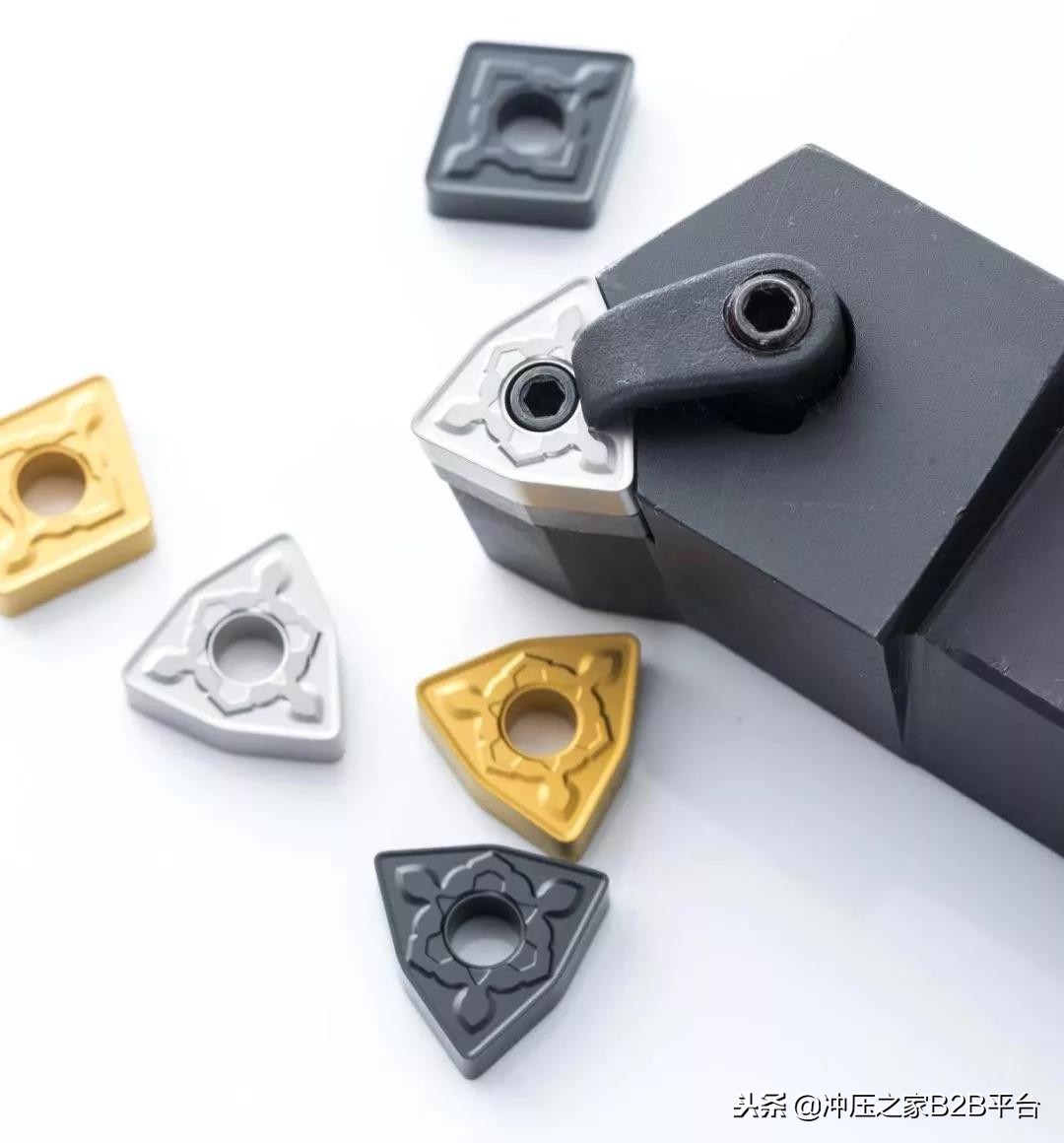
随着制造技术不断进步,为了满足提升加工表面质量以及加工效率的需求,厦门金鹭公司全新推出WMV系列通用车削修光刃刀片。
技术特点
WMV槽型的设计中,大容屑槽设计,可适应高进给加工工况,以此减少排屑阻力,使排屑更顺畅;正角刀尖设计及新型的修光刃形式设计,有效地抑制切削阻力增长的同时又不丧失优异的修光能力。
WMV槽型可搭配铸铁车削、钢材车削等牌号,使之适用于铸件、钢件等通用机械领域的车削加工。
加工实例-飞轮盘加工
工件材料:QT400(HB190-270)
冷却方式:水基乳化液
加工类型:端面车削
刀片型号:WNMG080412-WMV-GK1115
切削参数:vc=250m/min、f=0.5mm/r、ap=0.5-0.7mm
松德
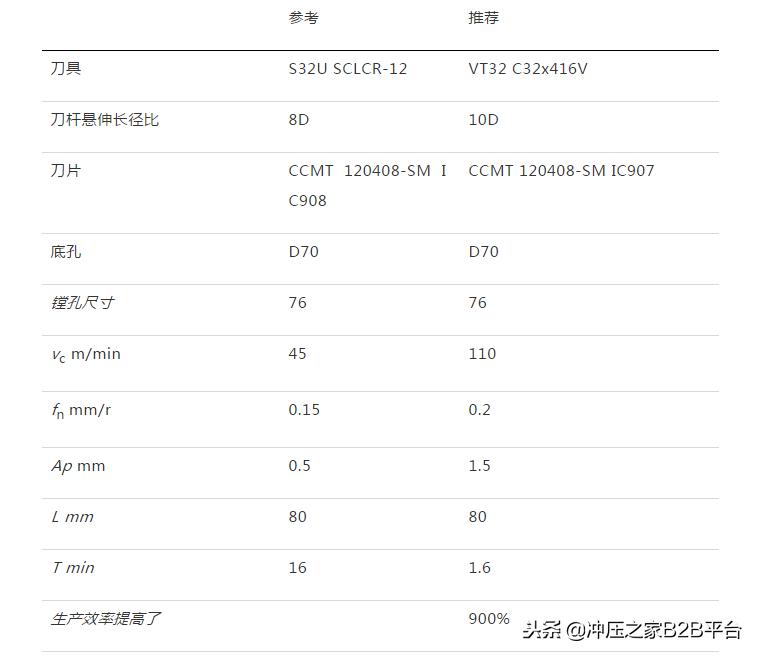
减振车刀杆
松德刀具是专业的精密数控刀具制造企业, 松德公司的产品在兵器、航空、船舶、汽车、工程机械、能源等各个行业中得到了广泛的应用。
松德减振车刀杆是松德自主研发的车削刀具。减振车刀杆能够在长悬伸加工时保持良好的生产效率和精确的公差控制,实现更低的单个零件成本。
传统车削刀具在加工深孔时,由于刀具长径比太大,使得刀具在加工时,容易引起刀杆的振动,导致加工精度和表面质量的降低。减振车刀杆上带有阻尼减振系统,能够极大的降低刀具在大长径比时引起的振动。
特点和优点:
•自适应机床的振动频率,无需调整;
•加工精度好;
•加工效率高;
•刀片等刀具寿命长;
•噪声更小,表面质量更优,并且工艺更可靠
•可以解决很多客户难解决的深腔加工问题;
加工案例:
材料:钢
硬度:HRC23-27
加工内容:车内腔
机床:数控车床


BIG大昭和
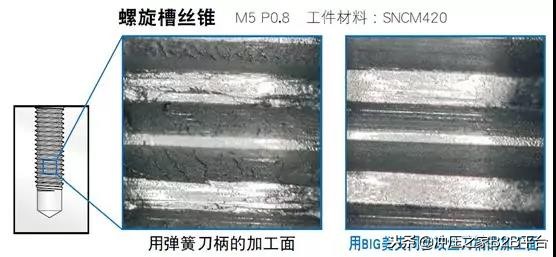
刚性攻丝解决方案—BIG美夹同步攻丝刀柄
所谓刚性攻丝,是相对于以往的浮动攻丝而言的,也即完全没有轴向浮动。这就要求攻丝时,机床主轴在旋转一周过程的同时,Z轴严格同步进给一个螺距,只有二者完全同步,才能保证与螺纹完全匹配。
然而在实际生产中,影响二者同步的因素有很多,机床自身同步误差,丝锥制作误差等。就机床自身同步误差来说,特别是在主轴在正转-停止-反转的切换过程中,受旋转与进给不同速率的影响,100%的同步是相当困难的,甚至是不可能的。这种不匹配,会在丝锥和螺牙之间产生额外负荷,导致螺纹精度恶化(拉毛、挤裂),丝锥寿命下降,严重时出现断裂等现象发生。

针对市面上普通刚性攻丝刀柄存在的以上问题,BIG大昭和开发了内置同步误差补偿机构的美夹同步攻丝刀柄,实现了真正意义的同步攻丝,大幅降低了因不同步产生的工件与丝锥间的轴向负荷,使螺纹质量和丝锥寿命大幅提升。
三大特点:
①补偿攻丝时机床的同步误差
②大幅降低因同步误差产生的丝锥轴向负荷,提高螺纹精度和大幅延长丝锥寿命
③纤细且长短系列丰富的丝锥夹套,也是绝佳的防干涉解决方案
加工案例:
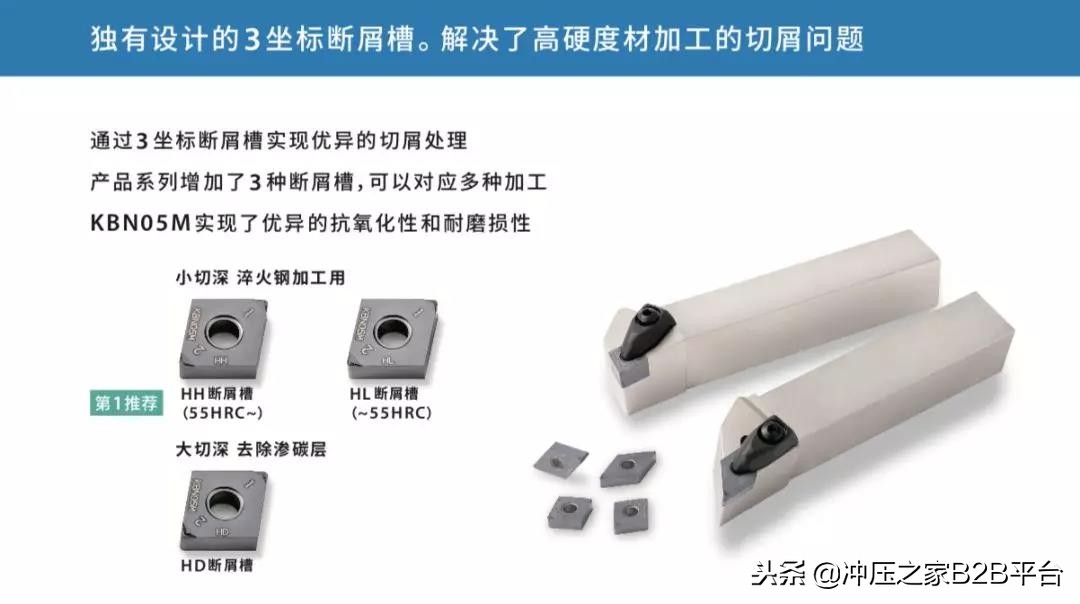
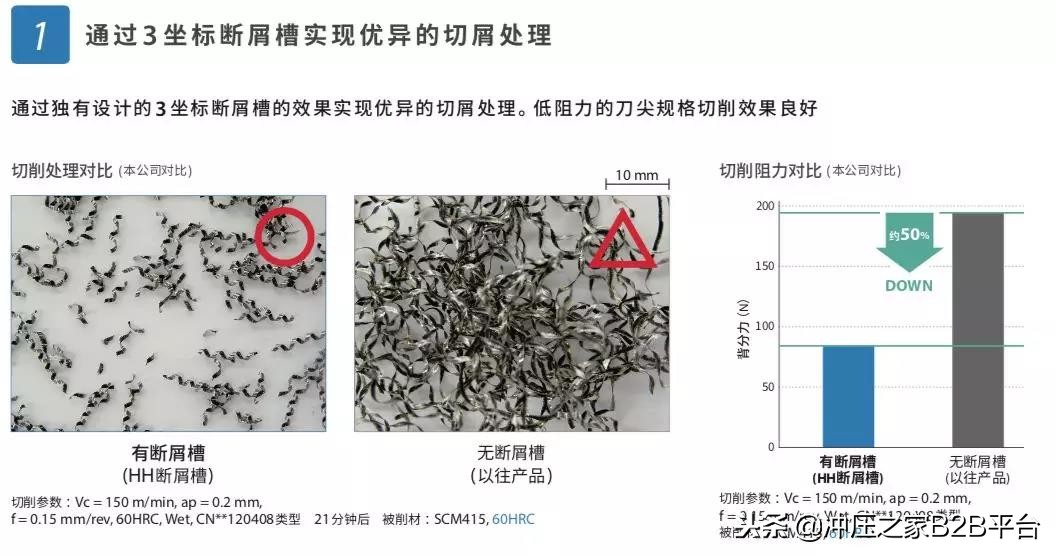
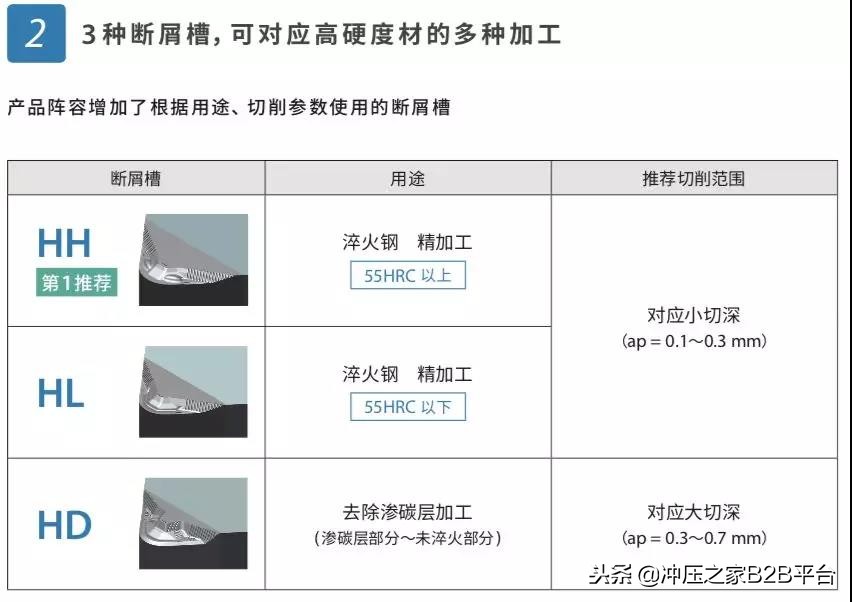
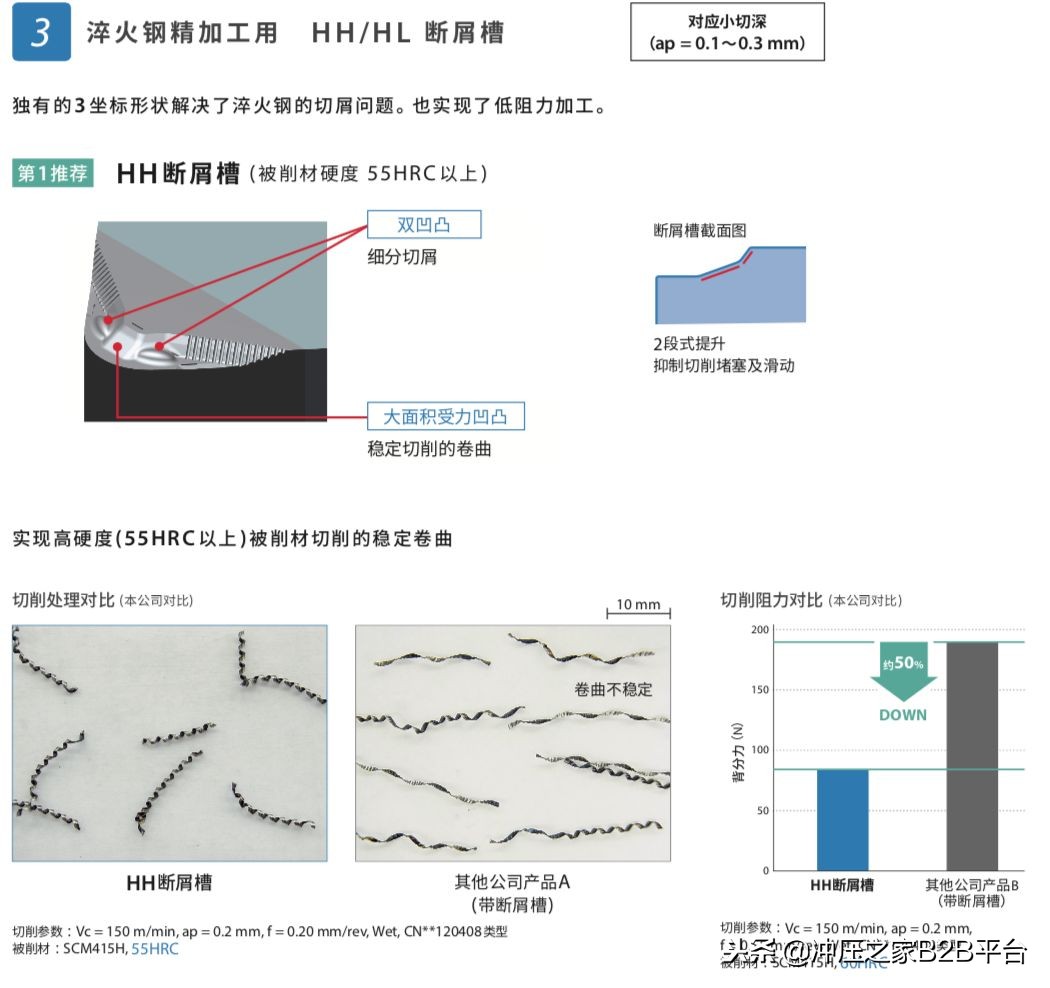
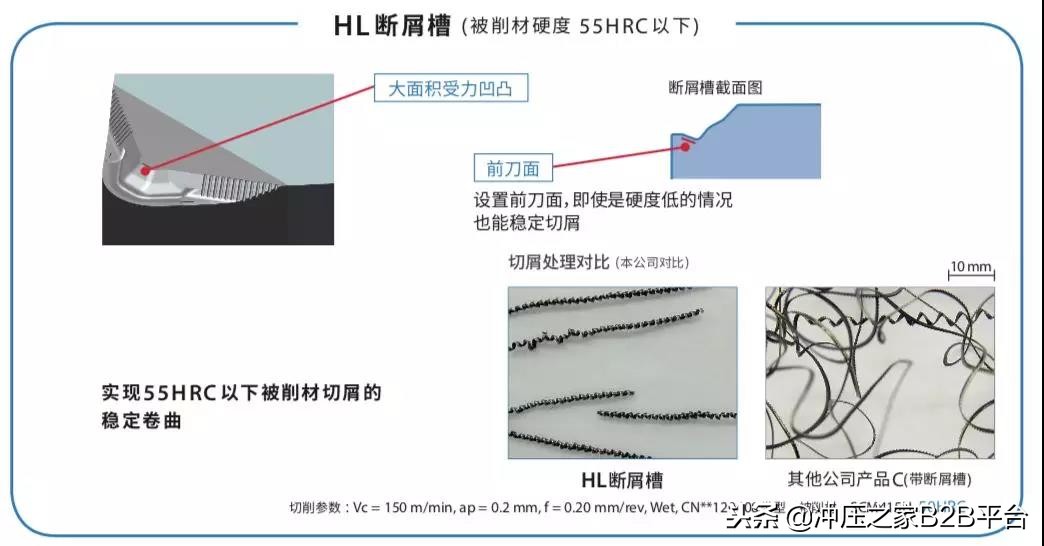
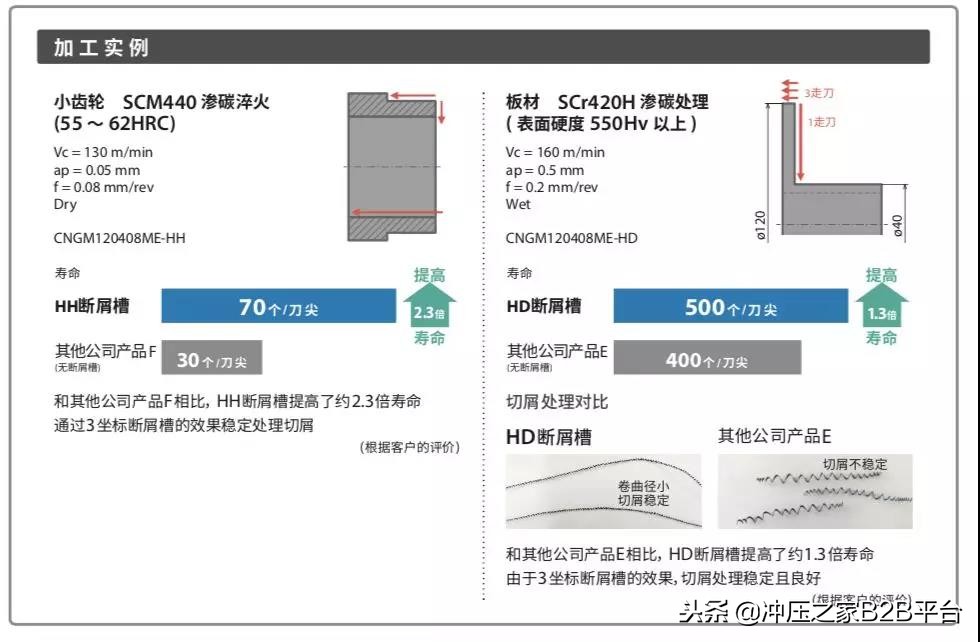
京瓷
高硬度材加工用 带断屑槽CBN
H断屑槽系列
OSG欧士机
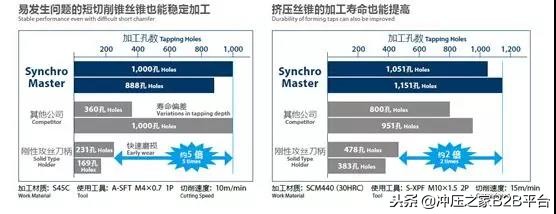
SynchroMaster同步进给攻丝刀柄

A-TAP SynchroMaster = The Best Solution
作为OSG最为主打的A-TAP系列丝锥,自上市以来一直受到广大客户的一致好评。为了进一步发挥其攻丝性能,OSG于2018年重磅推出了其配套攻丝刀柄 —— SynchroMaster。
SynchroMaster作为同步进给攻丝刀柄,具有以下优势。
优势一:采用独有的金属弹性机构实现更长的使用寿命;
优势二:极微量的浮动机构使螺纹加工深度更加稳定。
产品型号:
BT攻丝刀柄与HSK攻丝刀柄(M3~M12)
——END——